Fluidigita lita pulvora tegaĵo estas pulvora tegaĵo, kiu estas aplikata per fluidigita lita sistemo, kie la fajne muelitaj pulvoraj partikloj estas suspenditaj en aero, kaj antaŭvarmigita parto estas trempita en la pulvortankon. La fanditaj partikloj kunfandiĝas al la objekto, disponigante konsekvencan, eĉ finpoluron sur metalpartoj. Ĉi tiu metodo plej taŭgas kiel funkcia tegaĵo por provizi abrazion, korodon kaj kemian reziston. Tipa dikeco por ĉi tiu metodo estas 200-2000μm dikeco, sed pli peza dikeco povas esti atingita.
La parto estanta pulvora kovrita per fluidigita lita tegaĵo iras tra la sekva steps.
1. Varmigu
La metala parto devas esti antaŭvarmigita en forno al 220-400 ℃. Ĉi tiu temperaturo estas pli alta ol la fandpunkto de la fluida litopulvoro, kaj ebligas la pulvoro estingas aŭ malvarmigas la parton tuj.
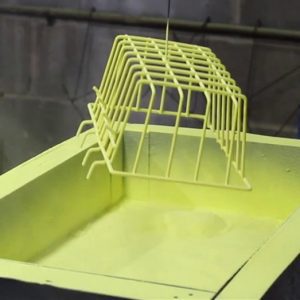
2. Trempado
La aerblovilo sub la pulvortanko krevigas la pulvorpartiklojn en fluidan staton. Ni trempas la varman parton en la fluidigitan liton de pulvora tegaĵo kaj movas ĝin por kontinua tegaĵo. La fina dikeco de la laborpeco depends sur la varmego de la partoj antaŭ ol ĝi estas trempita en la tanko kaj kiom longe ĝi restas en la fluida lito de pulvora tegaĵo.
4.Post-varmo por kuraci
La fina stadio de fluida lita pulvora tegaĵo estas la fina kunfandiĝo. Post kiam troa pulvoro gutas de la produkto, ĝi moviĝas al forno je pli malalta temperaturo por kuraci. La postvarmo devas esti je pli malalta temperaturo ol tiu de la antaŭvarmigita forno. La celo de ĉi tiu paŝo estas certigi, ke la tuta pulvoro aliĝis al la parto dum la trempado kaj fandas en glatan, unuforman tegaĵon.
5.Malvarmigo
Nun movu la kovritan laborpecon el la forno kaj malvarmigu ĝin per aeradorilo aŭ natura aero.
Fluidigita lita pulvora tegaĵo konsistas el mergado de varma laborpeco en pulvortankon, permesante al la pulvoro fandiĝi sur la parto kaj konstrui filmon, kaj poste disponigante sufiĉe da tempo kaj varmego por ĉi tiu filmo flui en kontinuan tegaĵon. La laborpeco devas esti mergita en la fluidigita lito kiel eble plej rapide post forigo de ĝi el la antaŭvarmiga forno por konservi varmoperdon minimume. Tempociklo devus esti establita por konservi ĉi tiun tempintervalon konstanta. Dum en la pulvoro, la laborpeco devas esti tenita en moviĝo por teni pulvoron moviĝi super la varma parto. La movo por aparta parto depends sur ĝia agordo.
Nedeca aŭ neadekvata moviĝo povas esti la kaŭzo de pluraj problemoj: stiftotruoj, precipe sur la malsupra flanko de plataj horizontalaj surfacoj kaj ĉe drataj intersekcoj: "oranĝa ŝelo" aspekto; kaj neadekvata priraportado de anguloj aŭ fendetoj. Nedeca moviĝo ankaŭ povas konduki al neunuforma tega dikeco, kiel ekzemple ovala tegaĵo sur rondaj dratoj. Normala merga tempo en fluidigita pulvoro estas tri ĝis 20 sekundoj.
Troa pulvoro devas esti forigita tuj post tegaĵo por malhelpi troan amasiĝon. Ĉi tio povas esti farita per aerblovo de reguligita aerjeto, frapante aŭ vibrante la parton, aŭ klinante ĝin por forĵeti la troon. Se la troa pulvoro ne estas poluita per alia pulvoro aŭ malpuraĵo, ĝi povas esti reuzita. Se la parto havas sufiĉan restan varmon, la tegaĵo povas elflui al akcepteblaj niveloj sen posthejtado. Sur pli maldikaj partoj, aŭ varmecsentemaj partoj, postvarmo povas esti postulata.