
Teknologjia e derdhjes së zhytjes dhe aplikimi i saj në automobil

Inxhinierët në industrinë e automobilave janë të aftë për teknika të tilla si formimi me injeksion, derdhja me shtypje, elektrikimi, spërkatja dhe metodat e tjera të përcaktuara të formimit. Megjithatë, teknologjia e derdhjes së plastikës mund të jetë relativisht e panjohur për ta pasi nuk është zbatuar gjerësisht në disa vende në zhvillim, me një histori vetëm gati 30 vjeçare. Anasjelltas, në rajonet e zhvilluara si Shtetet e Bashkuara dhe Evropa, teknologjia e derdhjes me zhytje është zhvilluar gjerësisht që nga Lufta e Dytë Botërore, e përdorur fillimisht për mbrojtjen e komponentëve ushtarakë si ato që gjenden në automobila dhe avionë. Kjo teknologji ka një histori gati 70 vjeçare.
Teknologjia e formimit të zhytjes u zhvillua për shkak të zbulimit të PVC plastisol material, një material sol i lëngët i krijuar nga PVC pluhur plastik dhe plastifikues. Ky material u zbulua fillimisht në vitin 1913 dhe përdorimi i tij u përhap në Luftën e Dytë Botërore.
Procesi i derdhjes me zhytje
Procesi i përpunimit të derdhjes me zhytje është paraqitur më poshtë:
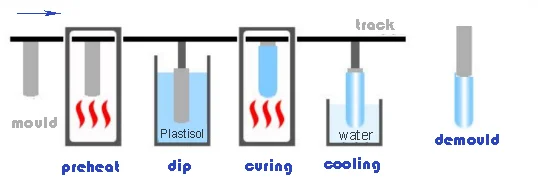
Procesi i formimit të zhytjes përfshin pesë hapa kryesorë: parangrohjen, zhytjen, shërimin, ftohjen dhe zbutjen. Pas kryerjes së posttrajtimit (prerja e bishtit), produkti konsiderohet produkt i përfunduar. Së fundi, ai i nënshtrohet renditjes, paketimit dhe ruajtjes.
Nxehja paraprake
Objektivi është të mundësojë që plastizoli i lëngshëm të absorbohet në sipërfaqen e mykut të nxehtë. Për shkak të ndryshimeve në madhësinë e mykut dhe llojin e plastisolit, temperatura dhe koha e paranxehjes mund të ndryshojnë. Në përgjithësi, mykët më të mëdhenj kërkojnë temperaturë më të lartë dhe kohë më të gjatë, ndërsa mykët më të vegjël përjetojnë temperaturë më të ulët dhe kohë më të shkurtër. Për më tepër, materiali dhe kapaciteti i nxehtësisë së kallëpit, si dhe trashësia dhe ngurtësia e produktit, mund të ndryshojnë, duke bërë të nevojshme temperatura dhe kohë të ndryshme zhytjeje. Prandaj, është thelbësore të kryhen teste bazuar në rrethanat specifike për të përcaktuar parametrat optimale të procesit.
zhytje
Forma e nxehtë zhytet në plastisol të lëngshëm me një shpejtësi më të vogël se 10 mm/s dhe shpejtësia e ngritjes së mykut është më e vogël se 5 mm/s. Koha e zhytjes rregullohet sipas madhësisë dhe trashësisë së produktit, zakonisht varion nga 1 deri në 60 sekonda.
Kurim (plastifikues)
Objektivi është të garantohet që produkti të arrijë forcim të plotë dhe të marrë formën e tij përfundimtare. Temperatura dhe koha e pjekjes duhet të rregullohen sipas materialit të kallëpit, madhësisë së volumit dhe ngurtësisë dhe trashësisë së dëshiruar të produktit. Në mënyrë tipike, temperatura e pjekjes varion midis 200 dhe 350 gradë Celsius, ndërsa koha e plastifikimit shtrihet nga 10 në 90 sekonda.
Ftohës
Qëllimi është të përmirësohet efikasiteti i prodhimit në masë, metodat e ftohjes përfshijnë ftohjen me ujë dhe ftohjen e ajrit.
Demolëzimi
Metoda e çkallëpimit të produkteve të ngopura me plastisol është përgjithësisht shkulja pneumatike. Përveç kësaj, nuk kërkohet deformim për produktet e veshura me zhytje.
Materialet e Plastisolit për Mbulim me Dip
Aktualisht, ekzistojnë tre lloje kryesore të materialeve të plastizolit të lëngshëm:
- Lateksi me ujë si një mjet shpërndarjeje, si lateksi natyral, lateksi sintetik (gome nitrile, gome poliizoprene, poliuretani, etj.);
- Tretësira polimere me tretës (ksilen, tetrahidrofuran, dimetilacetamid, etj.) si mjete dispersioni, si p.sh. poliuretani, tretësirë e lëngshme gome silikoni;
- Sol plastifikuesi (kryesisht i referohet PVC plastisol ), pra solari i lëngshëm i pezullimit të përgatitur nga plastifikuesi dhe PVC ngjit.
Kërkesat për materialet e përdorura në pajisjet e zhytjes ndryshojnë në varësi të llojit të pajisjes dhe aplikimit të saj të synuar. Ky punim prezanton kryesisht kërkesat materiale për PVC plastisol. PVC Sol i plastifikuesit është i ndryshëm nga dy llojet e tjera të materialeve, pasi mediumi i shpërndarjes është një plastifikues që mbetet i paqëndrueshëm gjatë procesit të ngurtësimit me ngrohje. Është në përputhje me PVC plastifikues paste, duke rezultuar në një formë të butë (gome) ose gjysmë të fortë PVC materiali. Për shkak të përpunimit të tij të thjeshtë, efikasitetit të lartë (që nuk kërkon pajisje për rikuperimin e avullimit në procesin e pajisjeve), kostos së ulët të materialit, butësisë dhe vetive të shkëlqyera elektrike, PVC sol është bërë një material zhytës i përdorur gjerësisht. Përdoret gjerësisht në fusha të ndryshme si energjia (busbar), pjesët elektrike, nevojat e përditshme, mbrojtja e komunikimit me fibra optike dhe mbrojtja e shëndetit mjekësor. Në Shtetet e Bashkuara, Evropë, Japoni dhe Indi, promovimi i PVC teknologjia plastike është më e pjekur. Kina është një central elektrik në PVC prodhimi dhe eksporti; megjithatë, e saj PVC Teknologjia e plastisolit filloi vonë.
Me avancimin e teknologjisë materiale dhe zgjerimin e fushave të aplikimit, funksionet e PVC Materialet e plastisolit janë rritur gradualisht, kryesisht duke përfshirë retardantin e flakës, rezistencën ndaj rrezatimit UV, izolimin, kategorinë e ushqimit, biokompatibël (mjekësor), pa ftalate, rezistente ndaj vajit. Midis tyre, PVC Plastisol që përmban ftalate ishte i pari që u kufizua nga Evropa (ftalatet do të ndërhyjnë në sistemin endokrin mashkullor, do të rrisin probabilitetin e kancerit të gjirit femëror) dhe u rregulluan gradualisht, në mënyrë që të kufizohet përdorimi i disa plastifikuesve konvencionalë, rregulloret e BE-së REACH/RoHS janë. duke u bërë gjithnjë e më të rrepta.

Aplikimi i teknologjisë së derdhjes me zhytje në automobila
Materiali plastisol në industrinë e automobilave aplikimi më i hershëm i motorit Ford në 1959, Kina filloi të zhvillojë automobila PVC Materiali plastisol në vitet 1980, konsumi i përgjithshëm prej 6-10 kg, që përbën rreth 35% të sasisë totale të ngjitësit. Të tilla si veshjet mbrojtëse të shasisë së makinave dhe materialet vulosëse për pjesë të ndryshme të makinës. Një makinë nga timoni deri te vidhosja më e vogël, ka më shumë se 10,000 pjesë mbrojtëse, këto pjesë janë kryesisht veshje plastike, kapele mbrojtëse, xhaketa, tufa etj. Aksesorët kanë forma të ndryshme dhe dizajn strukturor fleksibël, i cili është më i përshtatshëm për prodhimin me teknologjinë e zhytjes.
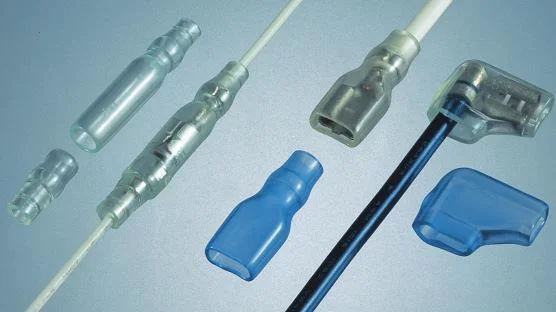
Mbulesa e parzmoreve të instalimeve elektrike të automobilave
Mbulesa plastike përdoret për parzmoren e instalimeve elektrike të automobilave, veçanërisht për mbrojtjen e terminaleve të prizës së parzmores së instalimeve elektrike të automobilave, me izolim, rezistent ndaj flakës, rezistencë ndaj temperaturës, funksione të mbrojtjes së mjedisit.
Mbrojtja nga shkarkimi i baterisë
Teknologjia e formimit të zhytjes plastike përdoret për mbrojtjen izoluese të nyjeve të baterive dhe shufrave të bakrit të baterive me energji të re. Ka karakteristikat e dizajnit fleksibël të strukturës, ciklit të shpejtë të zhvillimit dhe personalizimit.

Kapëse teli dhe Mbrojtja e shtyllave të automobilave
Teknologjia e impregnimit përdoret për mbrojtjen e kapëses së telit të automobilave dhe pjesëve të shufrës, të cilat mund të formojnë funksione mbrojtëse fleksibël dhe anti-korrozioni dhe rezistente ndaj pluhurit.


