
Пластыкавае пакрыццё для металу

Працэс пластыкавага пакрыцця для металу заключаецца ў нанясенні пластыка на паверхню металічных дэталяў, які дазваляе ім захоўваць першапачатковыя характарыстыкі металу, а таксама забяспечвае пэўныя ўласцівасці пластыка, такія як каразійная ўстойлівасць, зносаўстойлівасць, электраізаляцыя і самастойнасць. -змазка. Гэты працэс мае вялікае значэнне для пашырэння сферы прымянення прадукцыі і павышэння яе эканамічнай каштоўнасці.
Спосабы нанясення пластмасавых пакрыццяў на метал
Існуе мноства метадаў нанясення пластыкавых пакрыццяў, у тым ліку напыленне полымем, кіплячы пласт напыленне, парашковае электрастатычнае напыленне, нанясенне расплаву і суспензійнае пакрыццё. Ёсць таксама шмат відаў пластмас, якія можна выкарыстоўваць для пакрыцця, з PVC, PE і PA найбольш часта выкарыстоўваюцца. Пластык, які выкарыстоўваецца для пакрыцця, павінен быць у выглядзе парашка з дробнасцю 80-120 меш.
Пасля нанясення пакрыцця лепш за ўсё хутка астудзіць нарыхтоўку, апусціўшы яе ў халодную ваду. Хуткае астуджэнне можа паменшыць крышталічнасць пластыкавага пакрыцця, павялічыць утрыманне вады, палепшыць трываласць і яркасць паверхні пакрыцця, павялічыць адгезію і пераадолець адслаенне пакрыцця, выкліканае ўнутраным напружаннем.
Для паляпшэння адгезіі паміж пакрыццём і асноўным металам паверхню загатоўкі перад нанясеннем пакрыцця павінна быць ачышчанай ад пылу і сухі, без іржы і тлушчу. У большасці выпадкаў нарыхтоўка мае патрэбу ў апрацоўцы паверхні. Метады апрацоўкі ўключаюць пескоструйную, хімічную апрацоўку і іншыя механічныя метады. Сярод іх пескоструйная апрацоўка мае лепшы эфект, паколькі яна робіць паверхню нарыхтоўкі шурпатай, павялічваючы плошчу паверхні і ўтвараючы гаплікі, паляпшаючы, такім чынам, адгезію. Пасля пескоструйной апрацоўкі паверхня нарыхтоўкі павінна быць прадзьмута чыстым сціснутым паветрам для выдалення пылу, і на пластык трэба нанесці пакрыццё на працягу 6 гадзін, інакш паверхня акісліцца, што пагоршыць адгезію пакрыцця.
Avantage
Прамое пакрыццё парашкападобным пластыкам мае наступныя перавагі:
- Яго можна выкарыстоўваць са смоламі, якія выпускаюцца толькі ў выглядзе парашка.
- Тоўстае пакрыццё можна атрымаць за адно нанясенне.
- Вырабы складанай формы або з вострымі бакамі добра паддаюцца пакрыццю.
- Большасць парашковых пластмас валодаюць выдатнай стабільнасцю пры захоўванні.
- Растваральнікі не патрэбныя, што робіць працэс падрыхтоўкі матэрыялу простым. Аднак у парашковага пакрыцця таксама ёсць некаторыя недахопы або абмежаванні. Напрыклад, калі нарыхтоўку неабходна папярэдне разагрэць, яе памер будзе абмежаваны. Паколькі працэс нанясення пакрыцця займае шмат часу, для буйнагабарытных нарыхтовак, пакуль распыленне яшчэ не скончана, некаторыя ўчасткі ўжо астылі ніжэй неабходнай тэмпературы. У працэсе нанясення пластыкавага парашковага пакрыцця страты парашка могуць дасягаць 60%, таму яго трэба збіраць і выкарыстоўваць паўторна для задавальнення эканамічных патрабаванняў.
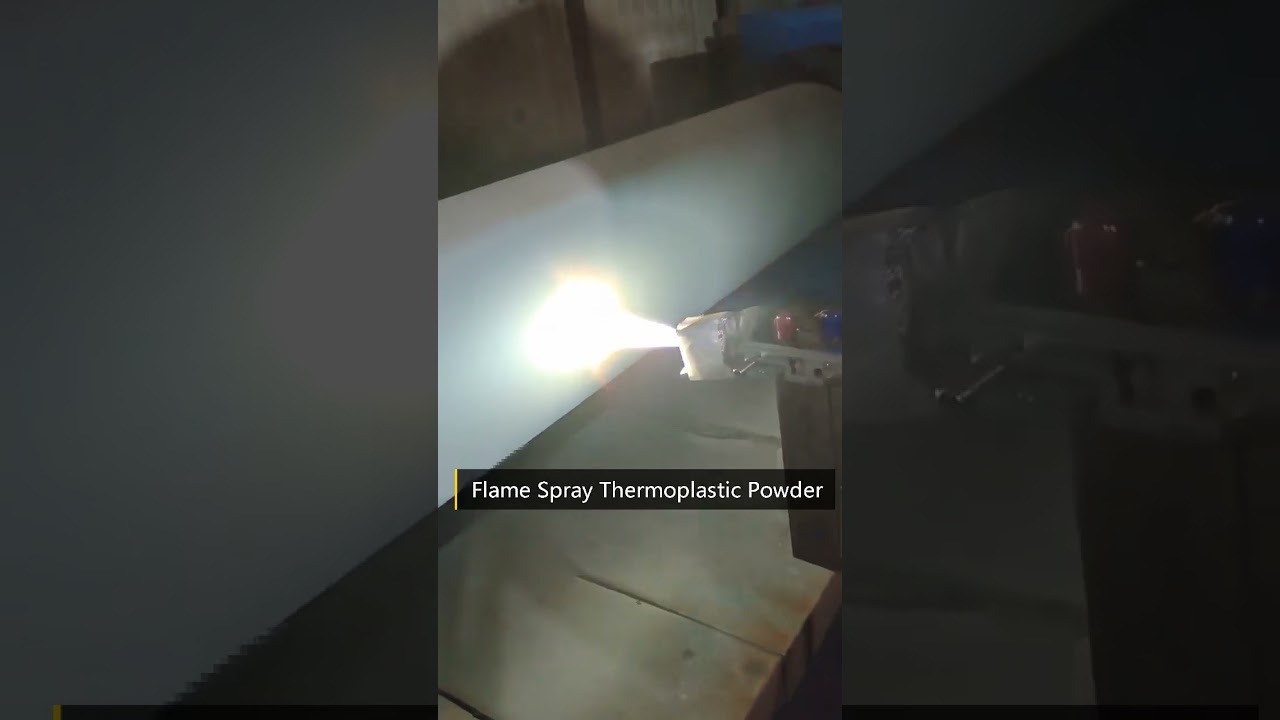
Апырскванне полымем
Пластыкавае пакрыццё металу напыленнем полымем - гэта працэс, які ўключае расплаўленне або частковае расплаўленне парашкападобнага або пастообразного пластыка з дапамогай полымя, выпусканага з распыляльніка, а затым распыленне расплаўленага пластыка на паверхню аб'екта для фарміравання пластыкавага пакрыцця. Таўшчыня пакрыцця звычайна складае ад 0.1 да 0.7 мм. Пры выкарыстанні порошкообразного пластыка для факельнага напылення нарыхтоўку неабходна папярэдне разагрэць. Папярэдні нагрэў можна зрабіць у духоўцы, і тэмпература папярэдняга нагрэву вар'іруецца ў залежнасці ад тыпу пластыка, які распыляецца.
Тэмпература полымя падчас распылення павінна строга кантралявацца, так як занадта высокая тэмпература можа абпаліць або пашкодзіць пластык, а занадта нізкая можа паўплываць на адгезію. Як правіла, тэмпература самая высокая пры распыленні першага пласта пластыка, што можа палепшыць адгезію паміж металам і пластыкам. Па меры распылення наступных слаёў тэмпературу можна трохі паніжаць. Адлегласць паміж фарбапультам і нарыхтоўкай павінна быць ад 100 да 200 см. Для плоскіх нарыхтовак нарыхтоўку варта размясціць гарызантальна, а распыляльнік рухаць наперад і назад; для цыліндрычных або ўнутраных нарыхтовак, яны павінны быць устаноўлены на такарным станку для вярчальнага распылення. Лінейная хуткасць верціцца нарыхтоўкі павінна быць ад 20 да 60 м/мін. Пасля дасягнення неабходнай таўшчыні пакрыцця распыленне варта спыніць і працягваць круціць нарыхтоўку да зацвярдзення расплаўленага пластыка, пасля чаго яе трэба хутка астудзіць.
Нягледзячы на тое, што распыленне полымем мае адносна нізкую эфектыўнасць вытворчасці і ўключае выкарыстанне раздражняльных газаў, яно па-ранейшаму з'яўляецца важным метадам апрацоўкі ў прамысловасці з-за нізкіх інвестыцый у абсталяванне і эфектыўнасці пакрыцця ўнутраных памяшканняў рэзервуараў, кантэйнераў і вялікіх нарыхтовак у параўнанні з іншымі метадамі. .
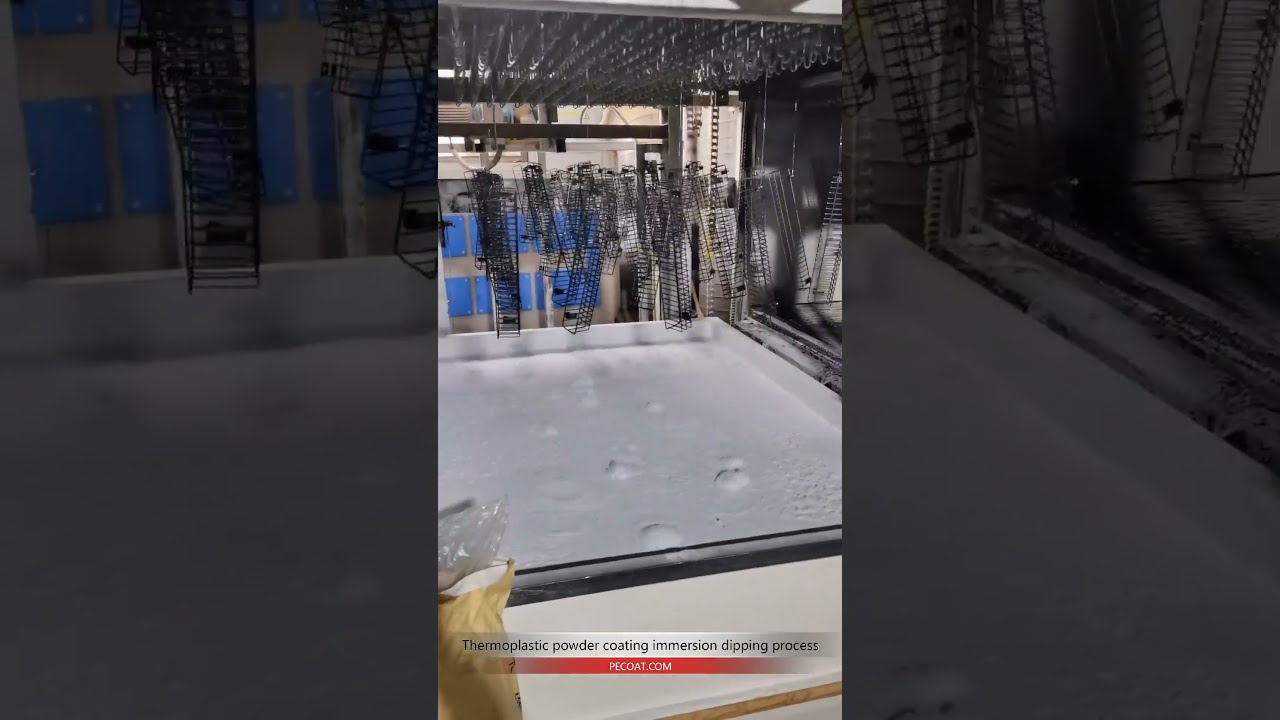
Пластыкавае пакрыццё з кіпячым пластом акунаннем
Прынцып працы пластыкавага пакрыцця з псевдоожиженным пластом для металу заключаецца ў наступным: парашок пластыкавага пакрыцця змяшчаецца ў цыліндрычны кантэйнер з кіпрай перагародкай уверсе, якая прапускае толькі паветра, а не парашок. Калі сціснутае паветра паступае з дна кантэйнера, ён выдзімае парашок і падвешвае яго ў кантэйнеры. Калі ў яго пагрузіць папярэдне нагрэтую нарыхтоўку, парашок смалы расплавіцца і прыліпне да нарыхтоўкі, утвараючы пакрыццё.
Таўшчыня пакрыцця, атрыманага ў кіпячым слоі, залежыць ад тэмпературы, удзельнай цеплаёмістасці, каэфіцыента паверхні, часу распылення і тыпу пластыка, які выкарыстоўваецца, калі нарыхтоўка трапляе ў камеру псевдоожиженного пласта. Аднак у працэсе можна кантраляваць толькі тэмпературу і час распылення нарыхтоўкі, і іх трэба вызначаць эксперыментамі на вытворчасці.
Падчас апускання патрабуецца, каб пластыкавы парашок цякла плаўна і раўнамерна, без агламерацыі, віхравых патокаў або празмернага рассейвання часціц пластыка. Для выканання гэтых патрабаванняў павінны быць прыняты адпаведныя меры. Даданне прылады для мяшання можа паменшыць агламерацыю і віхравы паток, у той час як даданне невялікай колькасці тальку ў пластыкавы парашок карысна для флюідызацыі, але можа паўплываць на якасць пакрыцця. Каб прадухіліць рассейванне часціц пластыка, трэба строга кантраляваць хуткасць паветранага патоку і аднастайнасць часціц пластыкавага парашка. Аднак некаторая дысперсія непазбежная, таму ў верхняй частцы псевдоожиженного пласта варта ўсталяваць прыладу для аднаўлення.
Перавагамі пластыкавага пакрыцця з кіпячым пластом з'яўляюцца магчымасць нанясення пакрыцця на дэталі складанай формы, высокая якасць пакрыцця, атрыманне больш тоўстага пакрыцця за адно нанясенне, мінімальныя страты смалы і чыстае працоўнае асяроддзе. Недахопам з'яўляецца складанасць апрацоўкі вялікіх нарыхтовак.
Электрастатычнае напыленне пластыкавага пакрыцця для металу
Пры электрастатычным напыленні смаляны пластыкавы парашок фіксуецца на паверхні нарыхтоўкі з дапамогай электрастатычнай сілы, а не шляхам плаўлення або спякання. Прынцып заключаецца ў выкарыстанні электрастатычнага поля, утворанага электрастатычным генератарам высокага напружання, для зарадкі парашка смалы, распыленага з распыляльніка, статычнай электрычнасцю, і заземленая нарыхтоўка становіцца высакавольтным станоўчым электродам. У выніку на паверхні нарыхтоўкі хутка асядае пласт аднастайнага пластыкавага парашка. Перш чым зарад рассейваецца, пласт парашка трывала прыліпае. Пасля нагрэву і астуджэння можна атрымаць аднастайнае пластыкавае пакрыццё.
Парашковае электрастатычнае распыленне было распрацавана ў сярэдзіне 1960-х гадоў і лёгка аўтаматызуецца. Калі пакрыццё не павінна быць тоўстым, электрастатычнае напыленне не патрабуе папярэдняга нагрэву нарыхтоўкі, таму яго можна выкарыстоўваць для тэрмаадчувальных матэрыялаў або нарыхтовак, якія не падыходзяць для нагрэву. Ён таксама не патрабуе вялікага кантэйнера для захоўвання, што вельмі важна пры распыленні ў кіпячым слоі. Парашок, які абыходзіць нарыхтоўку, прыцягваецца да задняй часткі нарыхтоўкі, таму колькасць лішняга распылення значна меншая, чым пры іншых метадах распылення, і на ўсю нарыхтоўку можна нанесці пакрыццё шляхам распылення з аднаго боку. Аднак буйныя нарыхтоўкі ўсё роўна трэба апырскваць з абодвух бакоў.
Нарыхтоўкі з розным перасекам могуць выклікаць цяжкасці пры наступным нагрэве. Калі розніца ў папярочным перасеку занадта вялікая, больш тоўстая частка пакрыцця можа не дасягнуць тэмпературы плаўлення, у той час як больш тонкая частка можа ўжо расплавіцца або дэградаваць. У дадзеным выпадку важная тэрмічная стабільнасць смалы.
Кампаненты з акуратнымі ўнутранымі кутамі і глыбокімі адтулінамі няпроста пакрыць электрастатычным распыленнем, таму што гэтыя вобласці маюць электрастатычную абарону і адштурхваюць парашок, перашкаджаючы трапленню пакрыцця ў куты або адтуліны, калі ў іх не можна ўставіць пісталет-распыляльнік. Акрамя таго, электрастатычнае напыленне патрабуе больш дробных часціц, таму што больш буйныя часціцы з большай верагоднасцю адлучаюцца ад нарыхтоўкі, а часціцы памерам больш за 150 меш больш эфектыўныя ў электрастатычным дзеянні.
Спосаб нанясення расплаву
Прынцып працы метаду нанясення пакрыцця расплавам заключаецца ў распыленні парашка пластыкавага пакрыцця на папярэдне разагрэтую нарыхтоўку з дапамогай распыляльнага пісталета. Пластык плавіцца, выкарыстоўваючы цяпло нарыхтоўкі, і пасля астывання на нарыхтоўку можна нанесці пластыкавае пакрыццё. Пры неабходнасці таксама патрабуецца догревная апрацоўка.
Ключ да кантролю працэсу нанясення расплаву - гэта тэмпература папярэдняга нагрэву нарыхтоўкі. Калі тэмпература папярэдняга нагрэву занадта высокая, гэта можа выклікаць моцнае акісленне паверхні металу, паменшыць адгезію пакрыцця і нават можа выклікаць раскладанне смалы і ўспеньванне або змяненне колеру пакрыцця. Калі тэмпература папярэдняга нагрэву занадта нізкая, смала мае дрэнную цякучасць, што ўскладняе атрыманне аднастайнага пакрыцця. Часта аднаразовае нанясенне распылення метадам нанясення расплаву не можа дасягнуць жаданай таўшчыні, таму патрабуецца некалькі нанясенняў распылення. Пасля кожнага нанясення распыленнем патрабуецца награванне, каб цалкам расплавіць і асвятліць пакрыццё перад нанясеннем другога пласта. Гэта не толькі забяспечвае аднастайнае і гладкае пакрыццё, але і значна павышае механічную трываласць. Рэкамендуемая тэмпература апрацоўкі награваннем для поліэтылену высокай шчыльнасці складае каля 170°C, а для хлараванага поліэфіру - каля 200°C з рэкамендаваным часам 1 гадзіна.
Метад нанясення гарачага расплаву дазваляе атрымаць высакаякасныя, эстэтычна прыгожыя, моцна звязаныя пакрыцця з мінімальнымі стратамі смалы. Яго лёгка кантраляваць, ён мае мінімальны пах, і выкарыстоўваны распыляльнік робіць яго.
Іншыя метады даступныя для пластыкавага пакрыцця для металу
1. Распыленне: запоўніце завісь у рэзервуар распыляльніка і выкарыстоўвайце сціснутае паветра з ціскам не больш за 0.1 МПа, каб раўнамерна распыліць пакрыццё на паверхню нарыхтоўкі. Каб звесці да мінімуму страты падвескі, ціск паветра павінен быць як мага меншым. Адлегласць паміж нарыхтоўкай і соплам павінна быць роўная 10-20 см, а паверхню распылення павінна быць перпендыкулярна кірунку патоку матэрыялу.
2. Апусканне: пагрузіце нарыхтоўку ў завісь на некалькі секунд, затым выміце яе. У гэты момант да паверхні нарыхтоўкі прыліпне пласт завісі, і лішняя вадкасць можа сцякаць натуральным шляхам. Гэты метад падыходзіць для невялікіх па памеры нарыхтовак, якія патрабуюць поўнага пакрыцця вонкавай паверхні.
3. Чыстка: шчотка ўключае выкарыстанне пэндзля або шчоткі для нанясення завісі на паверхню нарыхтоўкі, ствараючы пакрыццё. Шчотка падыходзіць для агульнага лакальнага пакрыцця або аднабаковага пакрыцця на вузкіх паверхнях. Аднак яго рэдка выкарыстоўваюць з-за менш гладкай і роўнай паверхні пасля высыхання пакрыцця і абмежаванняў па таўшчыні кожнага пласта пакрыцця.
4. Заліванне: выліце завісь у полую нарыхтоўку, якая верціцца, пераканаўшыся, што ўнутраная паверхня цалкам пакрыта завіссю. Затым зліце лішнюю вадкасць для адукацыі пакрыцця. Гэты метад падыходзіць для пакрыцця невялікіх рэактараў, трубаправодаў, каленаў, клапанаў, корпусаў помпаў, трайнікаў і іншых падобных дэталяў.






Я шукаю тэрмапластычныя пакрыцця для металічнага дроту
Гэты інтэрнэт-сайт - гэта мой удых, сапраўды добры макет і ідэальны кантэнт.