
Plasta Tegaĵo Por Metalo

Plasta tegaĵo por metalprocezo estas apliki tavolon de plasto sur la surfaco de metalaj partoj, kio permesas al ili reteni la originajn trajtojn de metalo dum ankaŭ disponigante iujn ecojn de plasto, kiel korodrezisto, eluziĝorezisto, elektra izolado kaj memo. -lubrikado. Ĉi tiu procezo estas de granda signifo por vastigi la aplikaĵon de produktoj kaj plifortigi ilian ekonomian valoron.
Metodoj por plasta tegaĵo por metalo
Estas multaj metodoj por plasta tegaĵo, inkluzive de flama ŝprucado, fluidigita lito ŝprucigado, pulvora elektrostatika ŝprucaĵo, varmega fandita tegaĵo kaj suspenda tegaĵo. Estas ankaŭ multaj specoj de plastoj, kiuj povas esti uzataj por tegaĵo, kun PVC, PE, kaj PA estante la plej ofte uzataj. La plasto uzata por tegaĵo devas esti en pulvora formo, kun fajneco de 80-120 mesh.
Post tego, plej bone estas rapide malvarmigi la laborpecon mergante ĝin en malvarman akvon. Rapida malvarmigo povas redukti la kristalecon de la plasta tegaĵo, pliigi akvoenhavon, plibonigi la fortikecon kaj surfacan brilon de la tegaĵo, pliigi aliĝon kaj venki tegmalligon kaŭzitan de interna streso.
Por plibonigi la adheron inter la tegaĵo kaj la baza metalo, la surfaco de la laborpeco devas esti senpolva kaj seka, sen rusto kaj graso antaŭ tegaĵo. Plejofte, la laborpeco devas suferi surfacan traktadon. Metodoj de traktado inkludas sabladon, kemian traktadon, kaj aliajn mekanikajn metodojn. Inter ili, sablado havas pli bonajn efikojn ĉar ĝi malglatigas la surfacon de la laborpeco, pliigante la surfacareon kaj formante hokojn, tiel plibonigante adheron. Post sablado, la laborpeca surfaco devas esti blovita per pura kunpremita aero por forigi polvon, kaj la plasto devas esti kovrita ene de 6 horoj, alie, la surfaco oksidiĝos, influante la adheron de la tegaĵo.
avantaĝon
Rekta tegaĵo kun pulvora plasto havas la jenajn avantaĝojn:
- Ĝi povas esti uzata kun rezinoj, kiuj estas nur disponeblaj en pulvora formo.
- Dika tegaĵo povas esti akirita en unu apliko.
- Produktoj kun kompleksaj formoj aŭ akraj randoj povas esti bone kovritaj.
- Plej pulvoraj plastoj havas bonegan stokan stabilecon.
- Neniuj solviloj estas bezonataj, simpligante la materialan preparprocezon. Tamen, ekzistas ankaŭ iuj malavantaĝoj aŭ limigoj al pulvora tegaĵo. Ekzemple, se la laborpeco devas esti antaŭvarmigita, ĝia grandeco estos limigita. Ĉar la tega procezo prenas tempon, por grandgrandaj laborpecoj, dum ŝprucado ankoraŭ ne estas finita, iuj areoj jam malvarmiĝis sub la bezonata temperaturo. Dum la plasta pulvora tegprocezo, pulvora perdo povas esti tiel alta kiel 60%, do ĝi devas esti kolektita kaj reuzita por plenumi ekonomiajn postulojn.
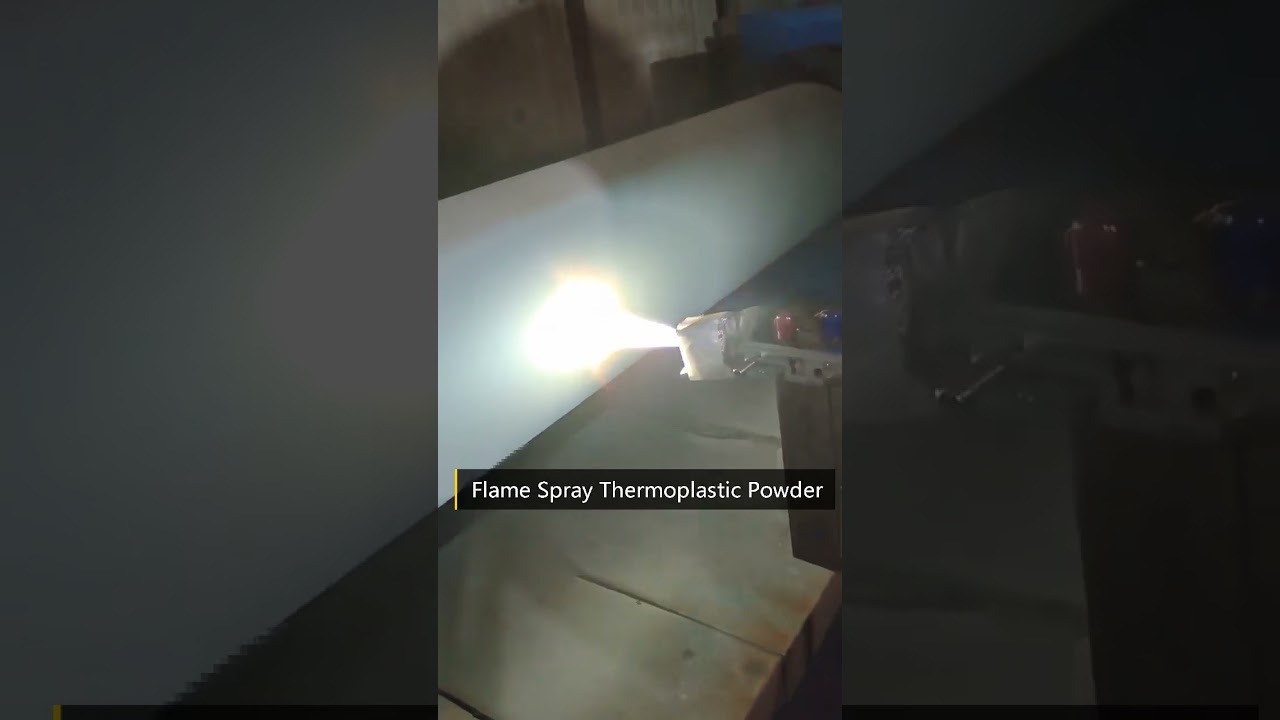
Flama Ŝprucigado
Flamo ŝprucanta plastan tegaĵon por metalo estas procezo kiu implikas fandi aŭ parte fandi pulvoran aŭ pastecan plaston kun flamo elsendita de ŝprucpafilo, kaj tiam ŝprucigi la fanditan plaston sur la surfacon de objekto por formi plastan tegaĵon. La dikeco de la tegaĵo estas kutime inter 0.1 kaj 0.7 mm. Kiam oni uzas pulvoran plaston por flamŝprucigado, la laborpeco devas esti antaŭvarmigita. Antaŭvarmigo povas esti farita en forno, kaj la antaŭvarmigo temperaturo varias depetrovante la tipon de plasto ŝprucita.
La flamtemperaturo dum ŝprucado devas esti strikte kontrolita, ĉar tro alta temperaturo povas bruligi aŭ difekti la plaston, dum tro malalta temperaturo povas influi aliĝon. Ĝenerale, la temperaturo estas plej alta kiam oni ŝprucas la unuan tavolon de plasto, kio povas plibonigi aliĝon inter la metalo kaj plasto. Ĉar postaj tavoloj estas ŝprucitaj, la temperaturo povas esti iomete malaltigita. La distanco inter la ŝprucpafilo kaj la laborpeco devas esti inter 100 kaj 200 cm. Por plataj laborpecoj, la laborpeco devas esti metita horizontale kaj la ŝprucpafilo devas esti movita tien kaj reen; por cilindraj aŭ internaj karaj laborpecoj, ili devus esti muntitaj sur tornilo por rotacia ŝprucado. La linia rapido de la turnanta laborpeco devus esti inter 20 kaj 60 m/min. Post kiam la bezonata dikeco de la tegaĵo estas atingita, ŝprucado devas esti ĉesigita kaj la laborpeco daŭre turniĝas ĝis la fandita plasto solidiĝas, kaj tiam ĝi devas esti rapide malvarmigita.
Kvankam flamŝprucigado havas relative malaltan produktan efikecon kaj implikas la uzon de iritigaj gasoj, ĝi daŭre estas grava pretigmetodo en industrio pro sia malalta ekipaĵinvesto kaj efikeco en tegado de la internoj de tankoj, ujoj kaj grandaj laborpecoj kompare kun aliaj metodoj. .
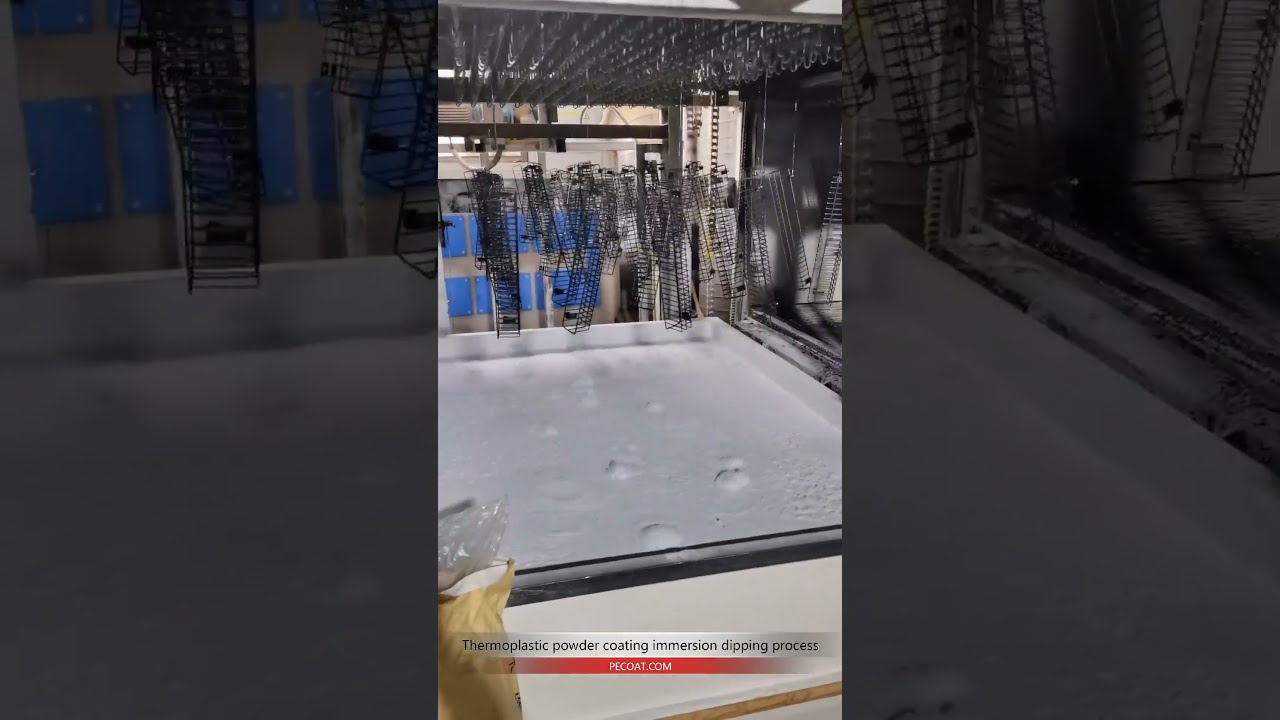
Fluidigita-lito Dip Plasta Tegaĵo
La funkciprincipo de fluidigita lito trempa plasta tegaĵo por metalo estas kiel sekvas: plasta tegaĵopulvoro estas metita en cilindra ujo kun pora vando ĉe la supro kiu permesas nur aeron trairi, ne la pulvoro. Kiam kunpremita aero eniras el la fundo de la ujo, ĝi blovas la pulvoron kaj suspendas ĝin en la ujo. Se prevarmigita laborpeco estas mergita en ĝi, la rezina pulvoro fandos kaj aliĝos al la laborpeco, formante tegaĵon.
La dikeco de la tegaĵo akirita en fluidigita lito depends sur la temperaturo, specifa varmokapacito, surfaca koeficiento, ŝprucaĵtempo, kaj speco de plasto uzita kiam la laborpeco eniras la fluidigitan kameron. Tamen, nur la temperaturo kaj ŝpructempo de la laborpeco povas esti kontrolitaj en la procezo, kaj ili devas esti determinitaj per eksperimentoj en produktado.
Dum trempado, estas postulate ke la plasta pulvoro fluas glate kaj egale, sen aglomerado, vortica fluo aŭ troa disvastigo de plastaj partikloj. Konformaj mezuroj devas esti prenitaj por plenumi ĉi tiujn postulojn. Aldonado de movada aparato povas redukti aglomeradon kaj vortican fluon, dum aldoni malgrandan kvanton da talka pulvoro al la plasta pulvoro estas utila por fluidigo, sed ĝi povas influi la kvaliton de la tegaĵo. Por malhelpi la disvastigon de plastaj partikloj, la aerfluo kaj unuformeco de plastaj pulvoraj partikloj devas esti strikte kontrolitaj. Tamen, iu disvastigo estas neevitebla, do reakira aparato devus esti instalita en la supra parto de la fluidigita lito.
La avantaĝoj de fluidigita lita trempa plasta tegaĵo estas la kapablo kovri kompleksajn laborpecojn, alta tegaĵokvalito, akiri pli dikan tegaĵon en unu apliko, minimuma rezina perdo kaj pura labormedio. La malavantaĝo estas la malfacileco prilabori grandajn laborpecojn.
Elektrostatika ŝpruca plasta tegaĵo por metalo
En elektrostatika ŝprucado, rezina plasta tega pulvoro estas fiksita al la surfaco de la laborpeco per elektrostatika forto, prefere ol per fandado aŭ sinterizado. La principo estas uzi la elektrostatikan kampon formitan de alttensia elektrostatika generatoro por ŝargi la rezinan pulvoron ŝprucita de la ŝprucpafilo per statika elektro, kaj la surterigita laborpeco fariĝas la alttensia pozitiva elektrodo. Kiel rezulto, tavolo de unuforma plasta pulvoro rapide deponiĝas sur la surfaco de la laborpeco. Antaŭ ol la ŝargo disipas, la pulvortavolo firme aliĝas. Post hejtado kaj malvarmigo oni povas akiri unuforman plastan tegaĵon.
Pulvora elektrostatika ŝprucado estis evoluigita meze de la 1960-aj jaroj kaj estas facile aŭtomatigebla. Se la tegaĵo ne bezonas esti dika, elektrostatika ŝprucado ne postulas antaŭvarmigadon de la laborpeco, do ĝi povas esti uzata por varmo-sentemaj materialoj aŭ laborpecoj kiuj ne taŭgas por hejtado. Ĝi ankaŭ ne postulas grandan stokan ujon, kio estas esenca en fluidigita lita ŝprucado. La pulvoro, kiu preteriras la laborpecon, estas altirita al la dorso de la laborpeco, do la kvanto de troŝprucaĵo estas multe malpli ol en aliaj ŝprucantaj metodoj, kaj la tuta laborpeco povas esti kovrita per ŝprucaĵo unuflanke. Tamen, grandaj laborpecoj ankoraŭ devas esti ŝprucitaj de ambaŭ flankoj.
Laborpecoj kun malsamaj sekcoj povas prezenti malfacilaĵojn por posta hejtado. Se la diferenco en sekco estas tro granda, la pli dika parto de la tegaĵo eble ne atingas la fandan temperaturon, dum la pli maldika parto eble jam degelis aŭ degradis. En ĉi tiu kazo, la termika stabileco de la rezino estas grava.
Komponantoj kun bonortaj internaj anguloj kaj profundaj truoj ne estas facile kovritaj per elektrostatika ŝprucado ĉar tiuj areoj havas elektrostatikan ŝirmon kaj r.epel la pulvoro, malhelpante la tegaĵon eniri la angulojn aŭ truojn krom se la ŝprucpafilo povas esti enmetita en ilin. Krome, elektrostatika ŝprucigado postulas pli bonajn partiklojn ĉar pli grandaj partikloj estas pli verŝajne dekroĉiĝi de la laborpeco, kaj partikloj pli fajnaj ol 150 maŝo estas pli efikaj en elektrostatika ago.
Metodo de tegaĵo de varma fandado
La funkcia principo de la varmega fandita tega metodo estas ŝpruci plastan tegpulvoron sur antaŭvarmigitan laborpecon per ŝprucpafilo. La plasto degelas uzante la varmecon de la laborpeco, kaj post malvarmigo, plasta tegaĵo povas esti aplikita al la laborpeco. Se necese, postvarmiga traktado ankaŭ necesas.
La ŝlosilo por kontroli la varmegan fandan tegprocezon estas la antaŭvarmiga temperaturo de la laborpeco. Kiam la antaŭvarmada temperaturo estas tro alta, ĝi povas kaŭzi severan oksigenadon de la metala surfaco, redukti la adheron de la tegaĵo, kaj eĉ povas kaŭzi rezinan putriĝon kaj ŝaŭmon aŭ senkoloriĝon de la tegaĵo. Kiam la antaŭvarmada temperaturo estas tro malalta, la rezino havas malbonan flueblecon, malfaciligante akiri unuforman tegaĵon. Ofte, ununura ŝprucaĵapliko de la varmega fandita tegmetodo ne povas atingi la deziratan dikecon, tiel ke pluraj ŝprucaĵaplikoj estas postulataj. Post ĉiu ŝprucaĵo, hejta traktado estas necesa por tute fandi kaj heligi la tegaĵon antaŭ apliki la duan tavolon. Ĉi tio ne nur certigas unuforman kaj glatan tegaĵon, sed ankaŭ signife plibonigas la mekanikan forton. La rekomendita hejta traktado temperaturo por alta denseca polietileno estas ĉirkaŭ 170 °C, kaj por klorumita polietero, ĝi estas ĉirkaŭ 200 °C, kun rekomendita tempo de 1 horo.
La metodo de varmega fanda tegaĵo produktas altkvalitajn, estetike plaĉajn, forte ligitajn tegaĵojn kun minimuma rezina perdo. Ĝi estas facile regebla, havas minimuman odoron, kaj la ŝprucpafilo uzata faras.
Aliaj metodoj haveblaj por plasta tegaĵo por metalo
1. Spraying: Plenigu la suspendon en la ŝprucpafilon rezervujon kaj uzu kunpremitan aeron kun mezurila premo ne pli ol 0.1 MPa por egale ŝpruci la tegaĵon sur la surfacon de la laborpeco. Por minimumigi pendperdon, la aerpremo devas esti konservita kiel eble plej malalta. La distanco inter la laborpeco kaj la cigaredingo devas esti konservita je 10-20 cm, kaj la ŝpruca surfaco devas esti konservita perpendikulara al la direkto de la materiala fluo.
2. Mergado: Mergu la laborpecon en la suspendo dum kelkaj sekundoj, tiam forigu ĝin. Je ĉi tiu punkto, tavolo de suspendo aliĝos al la surfaco de la laborpeco, kaj la troa likvaĵo povas flui malsupren nature. Ĉi tiu metodo taŭgas por etaj laborpecoj, kiuj postulas kompletan tegaĵon sur la ekstera surfaco.
3. Brosado: Brosado implikas uzi peniko aŭ peniko por apliki la suspendon sur la surfacon de la laborpeco, kreante tegaĵon. Brosado taŭgas por ĝenerala lokalizita tegaĵo aŭ unuflanka tegaĵo sur mallarĝaj surfacoj. Tamen, ĝi malofte estas uzata pro la rezulta malpli glata kaj eĉ surfaco post kiam la tegaĵo estas sekigita, kaj la limigo de la dikeco de ĉiu tegaĵotavolo.
4. Verŝado: Verŝu la suspendon en turniĝantan kavan pecon, certigante, ke la interna surfaco estas tute kovrita de la pendado. Poste, elverŝu la troan likvaĵon por formi tegaĵon. Ĉi tiu metodo taŭgas por kovri malgrandajn reaktorojn, duktojn, kubutojn, valvojn, pumpilujojn, edrajvaĵojn kaj aliajn similajn laborpecojn.
Mi serĉas termoplastajn tegaĵojn por metala drato
Ĉi tiu retejo estas mia enspirado, vere bona aranĝo kaj perfekta enhavo.
Mi pensas, ke ĉi tio estas unu el la tiom gravaj informoj por mi. Kaj mi ĝojas legi vian artikolon. Sed volas deklaron pri malmultaj normalaj aferoj, La retejo-gusto estas perfekta, la artikoloj estas fakte bonegaj : D. Bona laboro, ĝojon