Kontrol Suhu Preheating Ing Proses Dipping Fluidized Bed

Latar mburi Pambuka
In amben fluidized proses dipping, kapasitas panas workpiece kang digunakke kanggo nyawiji ing bubuk termoplastik lan entuk kekandelan lan kualitas lapisan sing dikarepake. Mulane, nemtokake suhu preheating sing cocok saka workpiece iku wigati. Suhu preheating kudu rada luwih dhuwur tinimbang suhu leleh bubuk termoplastik. Yen dhuwur banget, cacat aliran bisa kedadeyan amarga lapisan sing kandel banget utawa retak resin polimer, sing nyebabake gelembung, kuning utawa kobong. Kosok baline, yen kurang banget, leleh sing ora cukup bakal nyebabake lapisan tipis kanthi pocking permukaan utawa ora lengkap sing ora bisa nyukupi tujuan dipping.
Umumé, suhu preheating saka workpiece dipengaruhi dening faktor kayata materi, ukuran, wangun, kinerja bubuk termoplastik, kekandelan lapisan dibutuhake, wektu dadi panas, lan durasi dipping. Nanging, ing operasi praktis, workpieces beda-beda Ngartekno ing syarat-syarat kekandelan, ukuran lan wangun, nggawe tantangan kanggo nemtokake suhu preheating kuantitatif.
Supaya kanggo njelajah suhu preheating cocok kanggo workpieces sak bubuk kasur fluidized Proses dipping, kita nggunakake sistem dipping bed fluidized otomatis sing dirancang dhewe lan diprodhuksi. Kanthi nggabungake iki karo pengalaman kita ing prodhuksi macem-macem produk kaya pager isolasi lalu lintas, taman lan bangunan kotamadya guardrail jaring proteksi, rak kulkas, rak blanja, breeding jaring kandhang, spring, lan pipo baja nggunakake beda termoplastik bubuk, nyobi nyedhiyani basis teori lan metodologi kanggo ngoptimalake proses dipping.
Metode Eksperimen
1. Preparation Sample
Sampel utamane kalebu baja sing bentuke rod, sawetara uga digawe saka tembaga lan aluminium, duwe diameter 0.8, 1.0, 2.0, 3.0, 4.0, 5.0, 6.0, 7.0, 8.0, 9.0, 10.0, 12.0, 14.0, 16.0. , 18.0
2. Bubuk termoplastik
Bubuk termoplastik LDPE umume digunakake ing eksperimen, nalika PVC, PA, lan bubuk liyane uga dites.
3. Proses
Pre-treatment → preheat → dicelup ing bubuk → post-heat ( curing) → cooling
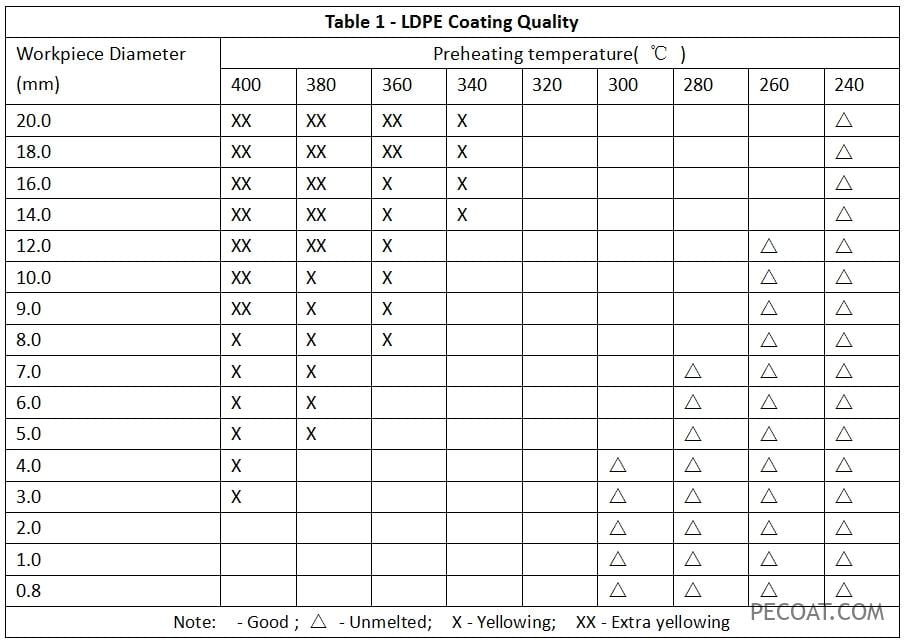
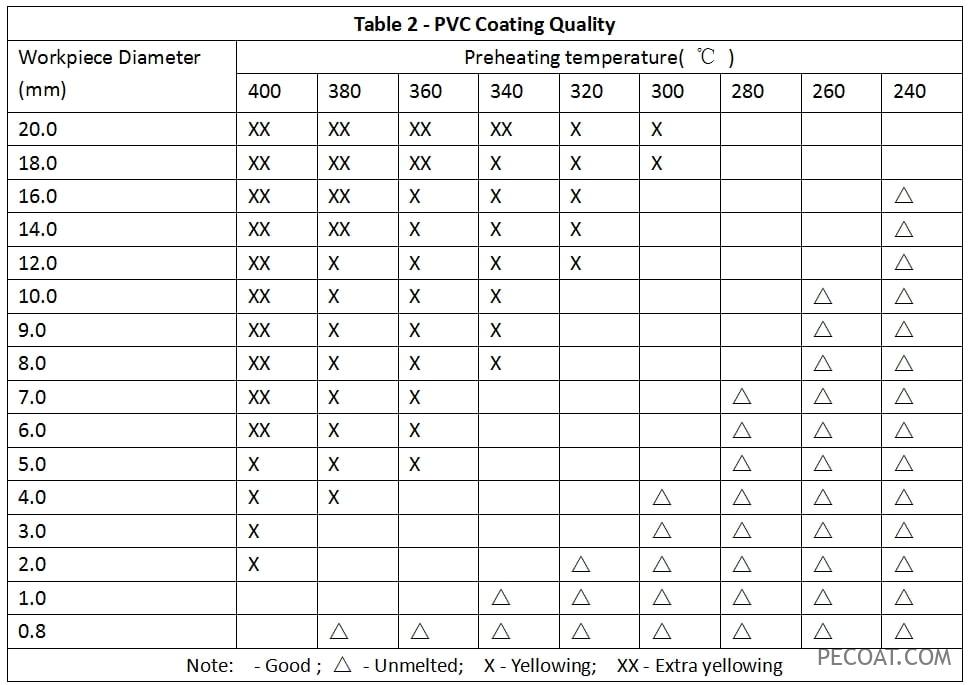
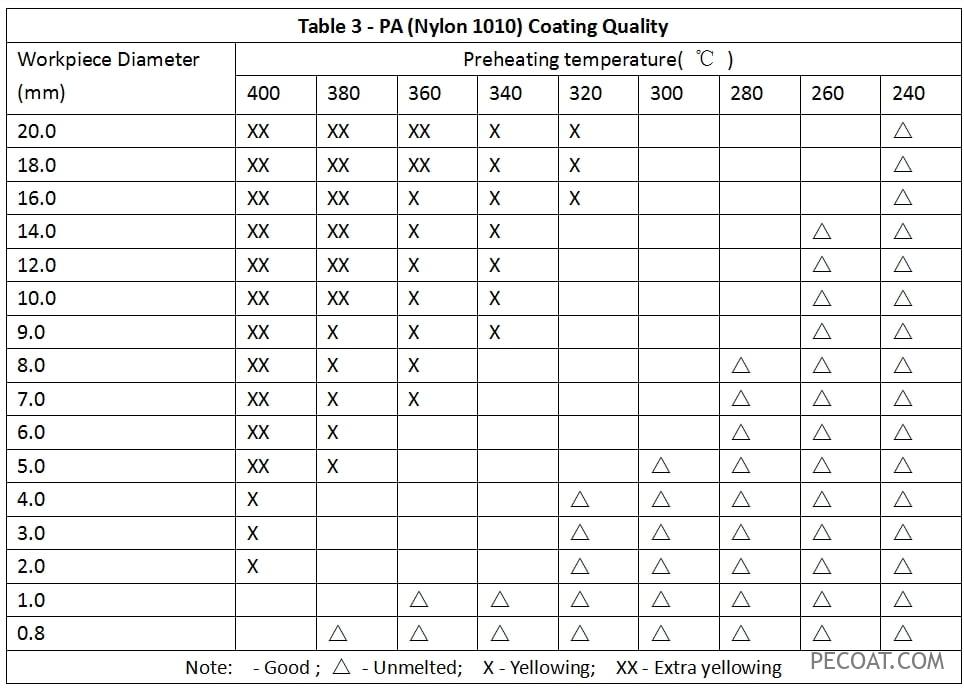
4. Kualitas Coating
Temperatur preheating sing beda-beda digunakake kanggo nyemplungake conto kasebut ing macem-macem bubuk termoplastik; sawise proses curing lan leveling suhu rendah, kualitas lapisan dievaluasi lan dicathet ing Tabel 1, Tabel 2, lan Tabel 3.
Analisis Faktor sing Ngaruhi
Adhedhasar asil eksperimen lan magepokan karo data sing ditampilake ing Tabel 1, Tabel 2, lan Tabel 3, kurva diplot kanggo makili nilai suhu preheating optimal kanggo saben sampel, kaya sing digambarake ing gambar kasebut.
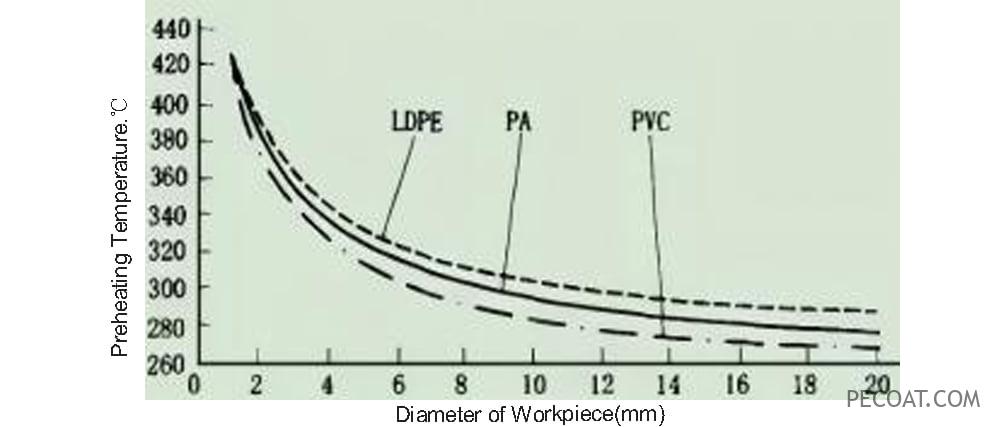
Dampak saka bubuk termoplastik
Kurva pemanasan bahan kerja beda-beda kanggo resin bubuk sing beda-beda, kaya sing digambarake ing gambar ing ndhuwur. Amarga sawetara sudhut antarane titik softening (80 - 90 ℃) lan titik leleh (105 - 130 ℃) saka poliethelin (PE), bebarengan karo suhu retak 300 ℃, suhu preheating sing luwih dhuwur dibutuhake kanggo workpiece. Mung nalika digawe panas ing suhu ngluwihi 360 ℃ kanggo wektu lengkap, yellowing dumadi ing lapisan.
Polivinil klorida (PVC) ora duwe titik leleh sing béda nanging wiwit lemes ing 130 ℃ lan bisa mili ing 180 ℃. Iku wiwit decomposing ndhuwur 200 ℃, ngeculake hidrogen klorida, kumelun, lan emitting ambu ora enak irung. Tambah tipis ing suhu utawa wektu cahya sing luwih suwe mboko sithik nyebabake lapisan kuning lan ireng. Minangka PVC'S suhu leleh cedhak suhu bosok sawijining, kontrol stricter liwat suhu preheating workpiece kang perlu.
Lapisan poliamida (PA) (biasane nilon 1010, nilon 11, nilon12) duwe titik lebur saka 180 nganti 230 ℃ lan suhu dekomposisi termal ngluwihi 300 ℃; Nanging, sawetara antarane suhu leleh lan dekomposisi tetep sempit. Nylon dipping asring mbutuhake cooling cepet, lan ngontrol suhu preheating mbuktekaken tantangan.
Pengaruh Saka Kekandelan Workpiece
Ing teori, suhu preheating saka workpiece kudu rada luwih dhuwur tinimbang suhu leleh wêdakakêna kang kanggo nggampangake ngruwat wêdakakêna lan Deposition ing lumahing logam. Nanging, asil eksperimen nuduhake variasi sing signifikan ing suhu preheating kanggo benda kerja kanthi diameter lan kekandelan sing beda. Iki amarga kapasitas panas sing luwih gedhe saka bahan kerja sing luwih kandel, sing ngalangi boros panas sing efisien sawise dadi panas lan ndadékaké owah-owahan suhu minimal nalika transfer saka oven menyang tangki bubuk. Akibaté, suhu preheating dhuwur ora bisa ditrapake kanggo workpieces kenthel; tinimbang, kudu digawe panas ing suhu sing luwih murah kanggo wektu sing luwih suwe. Kosok baline, bahan kerja sing luwih cilik nduweni kapasitas panas sing luwih murah lan ngilangi panas kanthi cepet, sing mbutuhake panggunaan "efek kejut termal" liwat suhu preheating sing luwih dhuwur kanggo leleh resin bubuk sing efektif. Workpieces ultra-tipis duwe kapasitas panas minimal lan malah karo suhu munggah pangkat dadi tantangan kanggo entuk adhesion lapisan lengkap.
Kanggo bahan kerja sing digawe saka bahan kanthi diameter utawa kekandelan sing beda-beda, kudu dipikirake kanthi lengkap nalika nemtokake suhu preheating - mesthekake yen suhu paling murah njamin jangkoan lapisan lengkap ing wilayah sing paling tipis nalika ngindhari kuning ing bagean sing luwih kandel kanthi milih wates ndhuwur sing cocog.
Pengaruh Bahan Bahan Kerja
Umume workpieces test kasebut ing ndhuwur digawe saka baja karbon rendah. Kanggo macem-macem jinis baja, apa baja karbon utawa baja campuran, suhu preheating duwe pengaruh minimal. Suhu preheating kanggo tembaga padha karo baja nanging rada dhuwur. Aluminium nduweni konduksi panas lan boros sing cepet, saengga suhu preheating kudu luwih dhuwur.
Pengaruh saka Wangun Workpiece
Eksperimen uga ditindakake ing benda kerja kanthi wujud sing beda-beda, nuduhake manawa bagean padhet nuduhake tingkat panyimpenan lan panyebaran panas sing luwih alon, dene bagean kothong sing ditutup kayata komponen tubular uga nuduhake boros panas sing suda. Kosok baline, bagean bolong lan ramping ngalami mundhut panas paling cepet. Tingkat panyimpenan panas lan boros utamané ditemtokake dening rasio area volume-kanggo-lumahing saka workpiece. Mulane, perlu kanggo nyetel suhu preheating adhedhasar koefisien cocok sing cocog karo wangun workpiece. Riset luwih lanjut dibutuhake ing wilayah iki.
kesimpulan
- Suhu preheating workpiece minangka faktor sing paling kritis kanggo nemtokake kualitas lapisan sajrone dipping bed fluidized.
- Suhu preheating saka workpiece utamané ditemtokake dening diameteripun utawa kekandelan, lan bisa ditemtokake dening referring kanggo Figure 1 kanggo panuntun dhumateng.
- Resin bubuk sing beda-beda duwe titik leleh lan titik dekomposisi sing beda-beda, sing kudu dianggep kanthi lengkap nalika nemtokake proses dipping.
- Bahan lan wangun workpiece uga mengaruhi suhu preheating dibutuhake, kang bisa menehi ganti rugi nggunakake faktor koreksi.