Preheating Temperature Control In Liidized Bed Dipping Process

Introductio background
In fluidized lectum processu immersionis, capacitas calorica materiae ad liquefaciendum adhibetur thermoplastic pulveris ...et crassitudinem qualitatemque strati desideratam consequi. Ergo, temperaturam praecalefactionis aptam partis fabricae determinare est maximi momenti. Temperatura praecalefactionis paulo altior esse debet quam temperatura liquefactionis pulveris thermoplastici. Si nimis alta est, vitia fluxionis oriri possunt propter strata nimis crassa vel fissuras resinae polymericae, quae bullas, flavescentiam vel combustionem efficiunt. Contra, si nimis humilis est, liquefactio insufficiens strata tenuia cum cavitate superficiali vel incompletitudine, quae proposita immersionis non attingunt, ducet.
Generaliter preheating temperies fabricae a factoribus afficitur ut eius materia, magnitudo, figura, effectus pulveris thermoplastici, crassitudo efficiens, tempus calefactio, et duratio tingens. In operationibus autem practicis significanter variantur operae crassitudinis, magnitudinis et figurae, quae provocat ad determinandam quantitatem temperaturae preheating.
Ad explorandum convenientem preheating temperiem in workpieces fluidized lectum pulveris processus tingens, utimur nostro auto-disposito et fabricato, systematis immergendis lectu fluidis latis. Coniungendo hoc cum experientia nostra in variis fructibus producendis sicut sepes negotiationis solitudo, hortus et aedificium municipii custodiae custodiae retium, crusta armarium, cotes shopping, retia fetura, fontes, et tibiae ferreae utentes pulvere thermoplastic diverso, experimenta praebent theoreticam fundamentum et methodologia ad optimizing tingens processum.
Ratio experimentalem
1.Sample Praeparatio
Specimina imprimis sunt ex chalybe ferrugineo, cum nonnullis etiam ex cupro et alumine, diametris habentibus 0.8, 1.0, 2.0, 3.0, 4.0, 5.0, 6.0, 7.0, 8.0, 9.0, 10.0, 12.0, 14.0, 16.0, 18.0 , 20.0
2.Thermoplastic pulveris
LDPE pulvis thermoplasticus praevalens in experimento adhibitus est, dum PVC, pa, et alia etiam tentamenta pulveris subiecta.
3.Process
Pre-treat → preheat → tingens pulveris → post-calor (curationem) → refrigeratio
4.Coating Quality
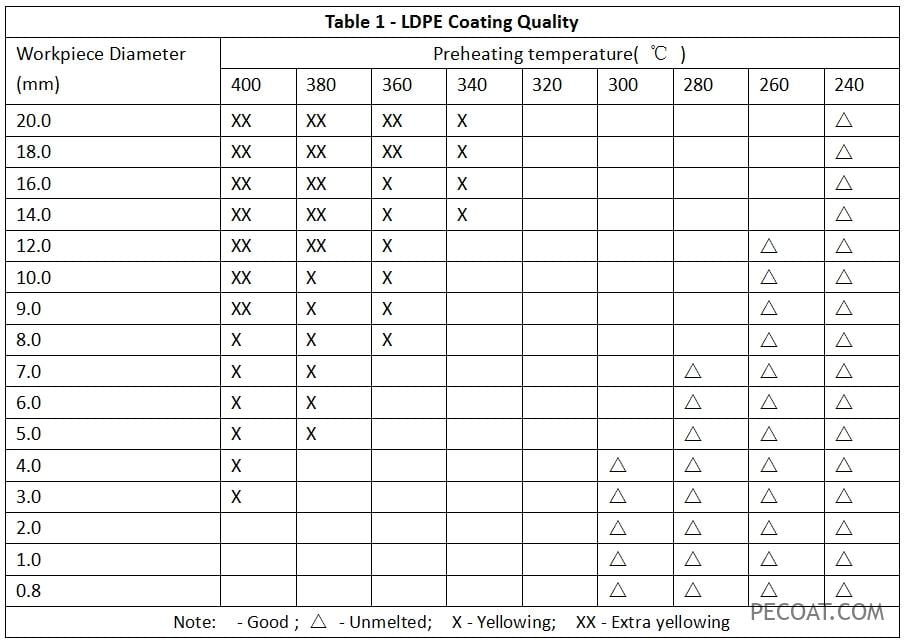
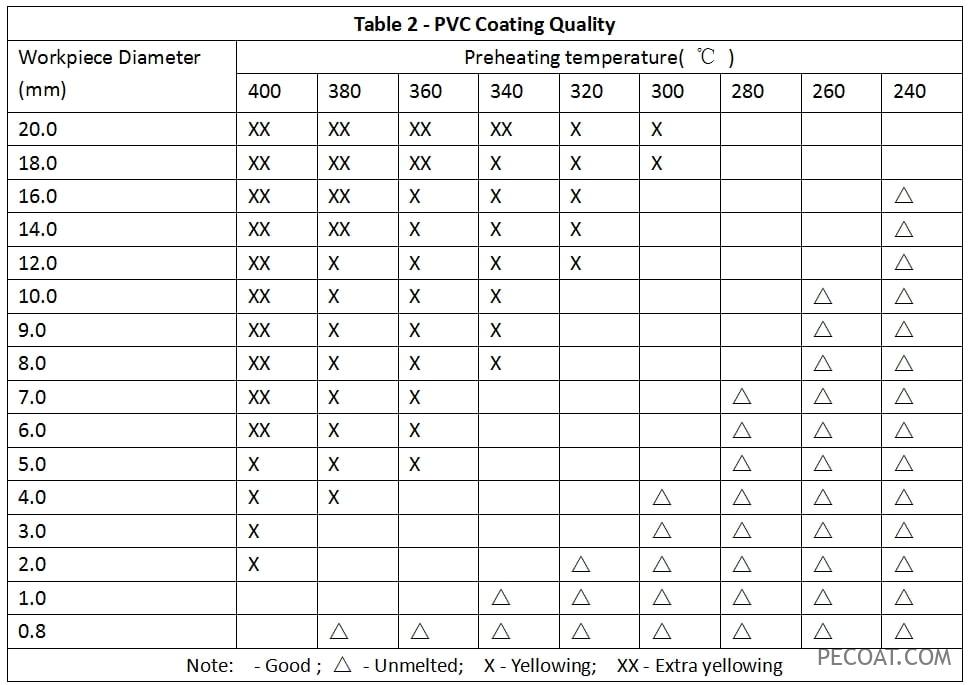
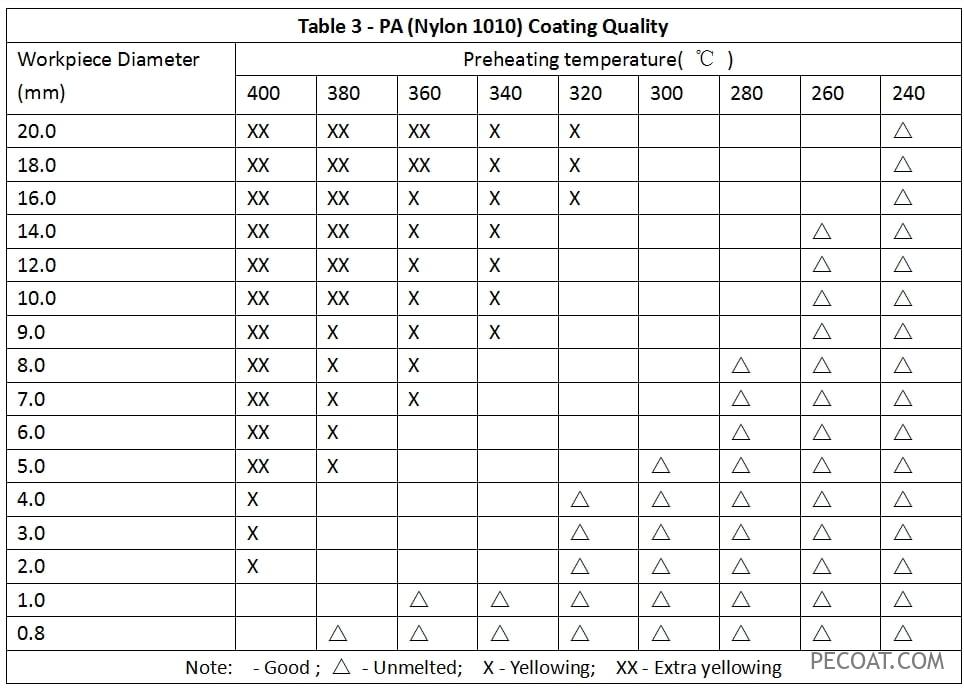
Diversae temperaturae preheatingae adhibitae sunt ad immergendi exempla in variis thermoplasticis pulveris; Post humilis-temperatus curationem et coaequationem processuum, qualitas litura aestimata et notata in Tabula I, Tabula II et Tabula III.
Analysis influendi Factors
Fundatur in eventibus experimentalibus et in conjunctione cum notitia exhibita in Tabula 1, Tabula 2, et Tabula 3, curva ducta est ad exprimendam optimam preheating temperaturae valorem pro utroque specimen, sicut in figura illustratum.
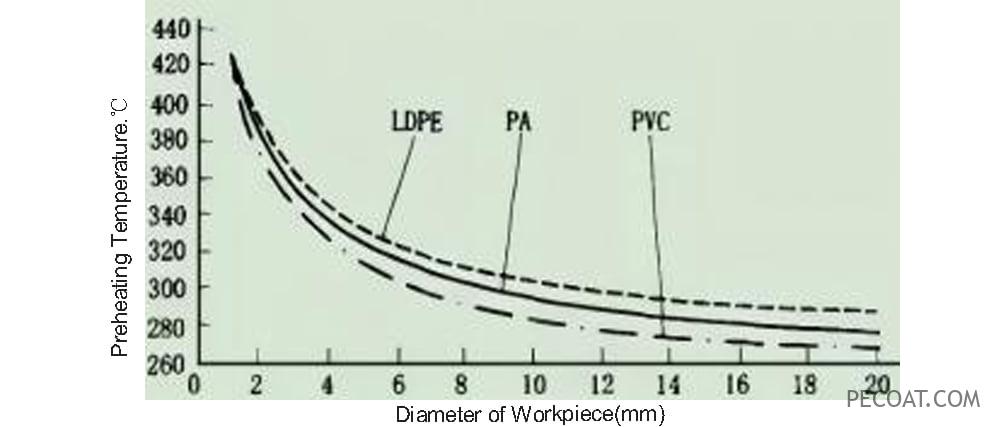
Adpulsus Thermoplastic pulveris
Calefaciens curva workpiece variat in resina pulveris diversa, sicut in superiore figura depingitur. Ob amplitudinem inter punctum emollitum (80 – 90℃) et punctum liquefactum (105 – 130℃) polyethylenae. (PE), una cum temperie crepitantis 300℃, temperatura altioris preheationis ad fabricam requiritur. Solum cum calefactum temperaturis 360℃ excedentes ad tempus protractum in litura flavescere contingit.
Polyvinyl chloride(PVC) puncto distincto caret sed incipit emollire ad 130℃ et ad 180℃ fluere potest. Incipit retexens supra 200℃, hydrogenium chloridum, fumum solvens et odorem nasi emittens. Levis crescit in caliditate vel longiore expositione tempora gradatim in flavescere et denigrationem liturae. As PVCTemperatura liquatio proxima est eius temperaturae compositione, moderatio arctiori in fabrica temperatura preheandi necessaria est.
Polyamides (PA) tunicas (typice nylon 1010, nylon 11, nylon12) punctum liquescentes habent ab 180 ad 230℃ et temperaturae compositionis scelerisque superantes 300℃; tamen distributio inter temperaturae liquefactionem et compositionem angusta manet. Nylon tingens saepe promptum refrigerationem requirit, et temperatura preheating temperans provocationem probat.
Influentia ab Workpiece Crassitudo
In theoria preheating temperies workpiece debet esse paulo altior quam pulveris liquefactionem ad faciliorem pulveris curationem et depositionem in superficie metallica. Sed eventus experimentales significant variationes in praeiacentibus temperaturis in fabricandis cum diametris et crassitudinibus significantes. Hoc tribuitur ampliori calori capacitati officinarum crassioris, quae dissipationem caloris efficientis impedit post calefactionem et ad minimas mutationes temperaturas per translationem a clibano in pulveris piscinam ducit. Princeps ergo temperatura preheating non potest applicari ad officinas crassiores; sed in inferioribus temperaturis per longiora tempora calefieri debent. Vicissim, minora officinae facultates caloris inferiores possident et calorem celeriter dissipant, utendo effectum "inpulsae thermae" per superiores temperaturas preheandis ad effectum resinae pulveris liquescentes. Articulationes ultra tenues facultatem caloris minimam habent et etiam cum temperaturis elevatis provocant ad plenam adhaesionem efficiendam.
Ad officinas ex materia factas cum diametris vel crassitudinibus variantibus, consideratio comprehensiva danda est cum temperaturas preheating determinans - ut infima temperatura integram efficiens coverage in tenuissimis locis praestat, dum flavescere in partes densiores evitando, modum superiorem idoneum eligendo.
Influence Materia Workpiece
Pleraque experimenta fabricarum supradictarum facta sunt ex chalybe carbonis gravis. Pro diversis generibus ferri, sive est chalybeum sive mixtura chalybs, preheating temperamentum minimum ictum habet. Temperatura aeris preheating simile est ferro, sed leviter superiori. Aluminium ieiunium caloris conductionis et dissipatio- nem habet, sic temperatura preheating altiorem esse debet.
Influentia Workpiece Figura
Experimenta etiam in workpieces variis formis deductae sunt, ut ostendentes partes solidae tardius calorem repono et dissipationem exhibere, cum partes concavae clausae sint, sicut partes tubulares etiam caloris dissipatio imminutos demonstrant. Vice versa reticulum et partes exiles caloris celerrimam experiuntur detrimentum. Rate caloris repositionis et dissipationis principaliter determinatur ex volumine-ad-superficie areae proportionis fabricae. Ideo necesse est temperaturas preheating aptare secundum convenientem coëfficientem congruentem fabricae figurae. In hac provincia ulterior investigatio requiritur.
Conclusio
- Preheating temperies fabricae est factor maxime criticus in determinando qualitatem coatingis in lecto merso fluido.
- Preheating temperamentum fabricae a diametro vel crassitudine principaliter determinatur, et determinari potest referendo ad figuram 1 ad regimen.
- Resinae pulveris diversae habent puncta liquescens varia et puncta compositionis, quae plene considerari debent cum processus tingens determinans.
- Materia et figura fabricae influunt etiam in temperatura praeheating debitam, quae compensari potest utens factor correctionis.