
PECOAT İçme Suyu Boru Hattı İçin Polietilen Toz Boya

PECOAT® Polietilen Toz Boya İçme Suyu Boru Hatları ve Su Temini Ekipmanları için
Açıklama
İçme suyuna ayrılmış polietilen toz boya, termoplastik toz boya polietilen reçine, uyumlulaştırıcı, fonksiyonel katkı maddeleri, pigmentler ve dolgu maddelerinden hazırlanmıştır. Hijyen ve güvenlik açısından tam olarak test edilmiş ve değerlendirilmiştir ve ortam sıcaklığındaki içme suyu tedarik ekipmanlarının ve boru hatlarının kaplanmasında kullanılabilir. İyi kimyasal kararlılığa, elektrik yalıtımına ve düşük sıcaklık direncine, ayrıca mükemmel korozyon direncine ve dayanıklılığa sahiptir. Ürün, Çin Halk Cumhuriyeti'nin CJ/T 120-2016 “Kentsel İnşaat Endüstrisi Standardı” ile uyumludur.
uygulama Alanı
Ortam sıcaklığında içme suyu tedarik ekipmanı ve boru hatları için uygun kaplama.
Toz Özellikleri
- Uçucu olmayan içerik: ≥99.5%
- Kuru akışkanlık: %20
- Özgül ağırlık: 0.91-0.95 (renge göre değişir)
- Parçacık boyutu dağılımı: ≤300um
- Erime indeksi: 5-20g/10dk (2.16kg, 190℃) [kaplama iş parçasına ve müşteri işlemine bağlı olarak]
- Depolama: 35°C'nin altındaki iç mekanlarda, havalandırmalı ve kuru, yangın kaynaklarından uzakta. Depolama süresi üretim tarihinden itibaren iki yıldır. Son kullanma tarihinden sonra, yeniden testten geçerse yine de kullanılabilir. Ayrıca ürün kullanımında ilk giren ilk çıkar ilkesine uyulması önerilir.
- Ambalaj: Torba başına net ağırlığı 20 kg olan kompozit kağıt torba ambalajı.
uygulama Talimatları
- Ön işlem: Kaplamadan önce, ana metalin ve galvanizli tabakanın yüzeyindeki pası, yağı ve oksit filmi çıkarmak için ana boru kum püskürtme veya asitle temizleme ve fosfatlama gibi işlemlerle işlenmelidir.
- İş parçası ön ısıtma sıcaklığı: 230-280℃ [boru çapına göre ayarlanır].
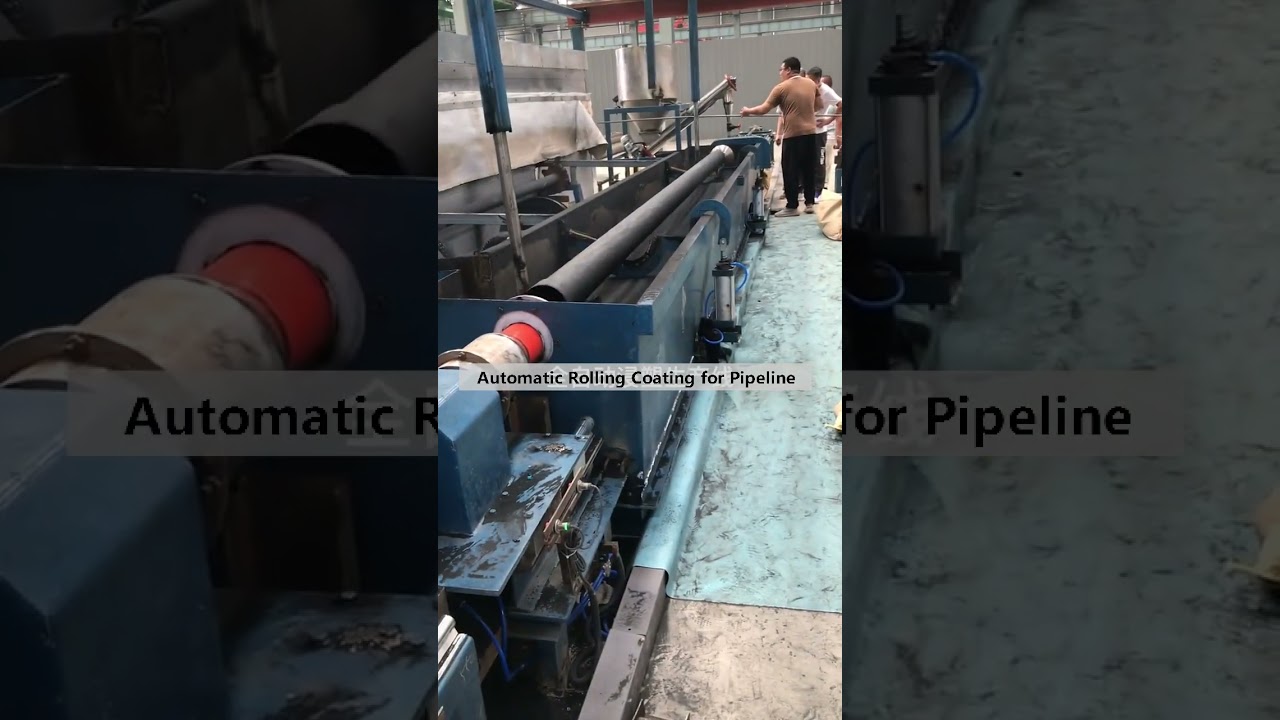
- Kaplama yöntemi: vakumlu emme kaplaması veya haddeleme kaplaması.
- Son ısıtma: 180-220℃, 0-5 dakika [plastikleştirme işlemini boru çapına ve kaplama düzgünlüğüne göre belirleyin. Isıtma ve plastikleştirme, metal iş parçasının yüzeyinde pürüzsüz bir kaplama elde etmek için faydalıdır].
- Soğutma: hava soğutmalı veya doğal soğutma.
Dikkat
1. Optimum yapışma elde etmek için, yağdan arındırma ve pas giderme işleminden sonra temel malzeme üzerinde fosfatlama veya kromlama işlemi yapılması önerilir.
2. Aşırı ısınma, kaplamanın eskimesine ve renginin solmasına neden olurken, çok düşük sıcaklık, zayıf toz kapsamına ve eşit olmayan kaplamaya neden olur. Bu nedenle optimum ısıtma sıcaklığı, metal kalınlığı ve müşteri kaplama imkanlarına göre deneylerle belirlenmelidir.
3. İş parçası tasarımı: keskin parçalar düzeltilmeli ve kaynak bağlantılarında boşluk olmamalıdır. Aynı iş parçası üzerindeki metal kalınlığı ve tel çapı benzer olmalıdır.
4. Bu ürünün son işlemlerde (kaplanmış iş parçalarının yeniden biçimlendirilmesi) kullanılması önerilmez.
5. Tüm polimer tozları gibi, özellikle akış koşullarında, bu toz bir ısı kaynağı veya ateşleme cihazı ile temas ettiğinde tutuşabilir veya yanabilir.
İlgili Mesajlar:
 PECOAT® Buzdolabı Izgaraları Rafı İçin Termoplastik Toz Boya
PECOAT® Buzdolabı Izgaraları Rafı İçin Termoplastik Toz Boya
 PECOAT® Metal Koruma Çitleri için Termoplastik Toz Boya
PECOAT® Metal Koruma Çitleri için Termoplastik Toz Boya
 Elektrokaplama Fikstürlerini Termoplastik PE Tozu ile Geliştirin PECOAT®EJ3065
Elektrokaplama Fikstürlerini Termoplastik PE Tozu ile Geliştirin PECOAT®EJ3065
 Akü Kutusu Kabı İçin Polietilen Toz Boya
Akü Kutusu Kabı İçin Polietilen Toz Boya
 Güç Kablosu Boru Borusu için Polietilen Toz Boya
Güç Kablosu Boru Borusu için Polietilen Toz Boya
 Buzdolabı Rafı için Gıda Sınıfı Polietilen Toz Boya
Buzdolabı Rafı için Gıda Sınıfı Polietilen Toz Boya