
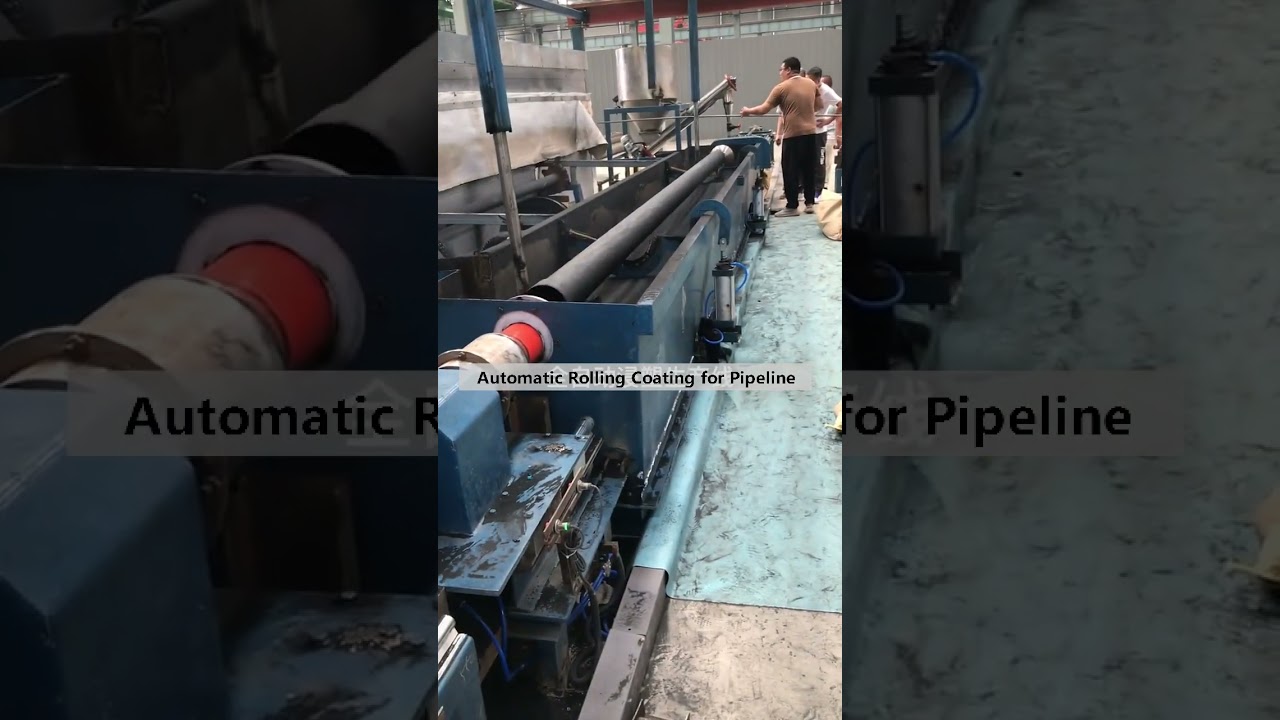
PECOAT Revêtement en poudre de polyéthylène pour canalisation d'eau potable

PECOAT® Revêtement en poudre de polyéthylène pour les conduites d'eau potable et les équipements d'approvisionnement en eau
Description
Le revêtement en poudre de polyéthylène dédié à l'eau potable est un revêtement en poudre thermoplastique préparé à partir de résine de polyéthylène, d'agents de compatibilité, d'additifs fonctionnels, de pigments et de charges. Il a été entièrement testé et évalué en termes d'hygiène et de sécurité et peut être utilisé pour le revêtement des équipements et des canalisations d'alimentation en eau potable à température ambiante. Il présente une bonne stabilité chimique, une bonne isolation électrique et une bonne résistance aux basses températures, ainsi qu'une excellente résistance à la corrosion et une excellente durabilité. Le produit est conforme à la norme CJ/T 120-2016 « Norme de l'industrie de la construction urbaine » de la République populaire de Chine.
Champ d'application
Revêtement adapté aux équipements et canalisations d'alimentation en eau potable à température ambiante.
Propriétés de la poudre
- Contenu non volatil : ≥99.5 %
- Fluidité à sec : 20%
- Gravité spécifique : 0.91-0.95 (varie selon la couleur)
- Répartition granulométrique : ≤300um
- Indice de fusion : 5-20 g/10 min (2.16 kg, 190 ℃) [selon la pièce à traiter et le procédé client]
- Stockage : à l'intérieur en dessous de 35 ℃, ventilé et sec, loin des sources d'incendie. La période de stockage est de deux ans à compter de la date de production. Après expiration, il peut toujours être utilisé s'il réussit un nouveau test. Il est également recommandé de suivre le principe du premier entré, premier sorti pour l'utilisation du produit.
- Conditionnement : emballage en sac papier composite, d'un poids net de 20 kg par sac.
Manuel d'instructions
- Prétraitement : avant le revêtement, le tuyau de base doit être traité avec des processus tels que le sablage ou le décapage à l'acide et la phosphatation pour éliminer la rouille, l'huile et le film d'oxyde à la surface du métal de base et de la couche galvanisée.
- Température de préchauffage de la pièce : 230-280 ℃ [ajustée en fonction du diamètre du tuyau].
- Méthode de revêtement: revêtement par aspiration sous vide ou revêtement au rouleau.
- Post-chaleur : 180-220℃, 0-5 minutes [déterminer le processus de plastification en fonction du diamètre du tuyau et de la douceur du revêtement. Le chauffage et la plastification sont bénéfiques pour obtenir un revêtement lisse sur la surface de la pièce métallique].
- Refroidissement : refroidi par air ou refroidissement naturel.
Attention
1. Pour obtenir une adhérence optimale, il est recommandé d'effectuer un traitement de phosphatation ou de chromisation sur le matériau de base après dégraissage et élimination de la rouille.
2. Une surchauffe entraînera le vieillissement et la décoloration du revêtement, tandis qu'une température trop basse entraînera une mauvaise couverture de la poudre et un revêtement inégal. Par conséquent, la température de chauffage optimale doit être déterminée par des expériences basées sur l'épaisseur du métal et les installations de revêtement du client.
3. Conception de la pièce: les pièces tranchantes doivent être lissées et il ne doit y avoir aucun espace au niveau des joints de soudure. L'épaisseur du métal et le diamètre du fil sur la même pièce doivent être similaires.
4. Ce produit n'est pas recommandé pour une utilisation en post-traitement (reformage de pièces revêtues).
5. Comme toutes les poudres polymères, en particulier dans des conditions d'écoulement, cette poudre peut s'enflammer ou brûler au contact d'une source de chaleur ou d'un dispositif d'allumage.
Actualités en lien :
 PECOAT® Revêtement thermoplastique en poudre pour grilles de réfrigérateur
PECOAT® Revêtement thermoplastique en poudre pour grilles de réfrigérateur
 PECOAT® Revêtement en poudre thermoplastique pour clôtures de protection en métal
PECOAT® Revêtement en poudre thermoplastique pour clôtures de protection en métal
 Améliorez vos gabarits de galvanoplastie avec de la poudre thermoplastique PE PECOAT®EJ3065
Améliorez vos gabarits de galvanoplastie avec de la poudre thermoplastique PE PECOAT®EJ3065
 Revêtement en poudre de polyéthylène pour conteneur de batterie
Revêtement en poudre de polyéthylène pour conteneur de batterie
 Revêtement en poudre de polyéthylène pour tuyau de conduit de câble d'alimentation
Revêtement en poudre de polyéthylène pour tuyau de conduit de câble d'alimentation
 Revêtement en poudre de polyéthylène de qualité alimentaire pour étagère de réfrigérateur
Revêtement en poudre de polyéthylène de qualité alimentaire pour étagère de réfrigérateur