
Технология за формоване по потапяне и нейното приложение в автомобилите

Инженерите в автомобилната индустрия са добре запознати с техники като леене под налягане, пресоване, галванопластика, пръскане и други утвърдени методи на формоване. Технологията за формоване с потапяне на пластмаса обаче може да им е сравнително непозната, тъй като не е широко прилагана в някои развиващи се страни с история от едва близо 30 години. Обратно, в развитите региони като Съединените щати и Европа, технологията за формоване чрез потапяне е широко разработена след Втората световна война, първоначално използвана за защита на военни компоненти като тези, открити в автомобили и самолети. Тази технология има близо 70-годишна история.
Технологията за формоване с потапяне, разработена благодарение на откриването на PVC пластизол материал, течен золен материал, създаден от PVC пластмасов прах и пластификатор. Този материал първоначално е открит през 1913 г. и употребата му става широко разпространена през Втората световна война.
Процес на формоване с потапяне
Процесът на обработка на формоване с потапяне е показан по-долу:
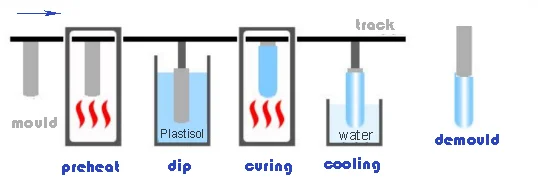
Процесът на формоване чрез потапяне включва пет основни стъпки: предварително нагряване, потапяне, втвърдяване, охлаждане и отстраняване на кал. След преминаване на последваща обработка (отрязване на опашката), продуктът се счита за готов продукт. Накрая се подлага на сортиране, опаковане и съхранение.
Подгряването
Целта е течният пластизол да се адсорбира върху повърхността на нагрятата форма. Поради вариациите в размера на формата и вида на пластизола, температурата и времето за предварително загряване може да се различават. Обикновено по-големите форми изискват по-висока температура и по-дълго време, докато по-малките форми имат по-ниска температура и по-кратко време. Освен това материалът и топлинният капацитет на матрицата, както и дебелината и твърдостта на продукта, могат да варират, което налага различни температури и времена на потапяне. Ето защо е от съществено значение да се извършат тестове въз основа на специфичните обстоятелства, за да се определят оптималните параметри на процеса.
потапяне
Горещата форма се потапя в течния пластизол със скорост по-малка от 10 mm/s, а скоростта на повдигане на формата е по-малка от 5 mm/s. Времето за потапяне се регулира според размера и дебелината на продукта, като обикновено варира от 1 до 60 секунди.
Втвърдяване (пластифициране)
Целта е да се гарантира, че продуктът постига пълно втвърдяване и приема окончателната си форма. Температурата и времето на втвърдяване трябва да се регулират според материала на формата, размера на обема и желаната твърдост и дебелина на продукта. Обикновено температурата на втвърдяване варира между 200 и 350 градуса по Целзий, докато времето за пластифициране е от 10 до 90 секунди.
Охлаждане
Целта е да се подобри ефективността на масовото производство, методите за охлаждане включват водно охлаждане и въздушно охлаждане.
Деформиране
Методът за изваждане от формата на продукти, импрегнирани с пластизол, обикновено е пневматично изваждане от формата. В допълнение, не се изисква изваждане от формата за продукти с потапяне.
Пластизолни материали за формоване чрез потапяне
Понастоящем има три основни вида течни пластизолни материали:
- Латекс с вода като дисперсионна среда, като естествен латекс, синтетичен латекс (нитрилен каучук, полиизопренов каучук, полиуретан и др.);
- Полимерни разтвори с разтворители (ксилен, тетрахидрофуран, диметилацетамид и др.) като дисперсионна среда, като полиуретан, течен разтвор на силиконов каучук;
- Пластификатор зол (главно се отнася за PVC пластизол), тоест течната суспензия, получена от пластификатор и зол PVC паста.
Изискванията към материалите, използвани в оборудването за потапяне, се различават в зависимост от вида на оборудването и предвиденото му приложение. Този документ представя главно материалните изисквания за PVC пластизол. PVC пластификаторният зол е различен от другите два вида материали, тъй като дисперсионната среда е пластификатор, който остава нелетлив по време на процеса на втвърдяване при нагряване. Той е съвместим с PVC паста пластификатор, което води до мека (каучуково състояние) или полутвърда форма на PVC материал. Благодарение на простата си обработка, висока ефективност (не изисква устройство за възстановяване на изпаряване в процеса на оборудването), ниска цена на материала, мекота и отлични електрически свойства, PVC золът се превърна в широко използван материал за потапяне. Той се използва широко в различни области като захранване (шина), електрически части, ежедневни нужди, комуникационна защита с оптични влакна и медицинска защита на здравето. В Съединените щати, Европа, Япония и Индия насърчаването на PVC пластмасовата технология е по-зряла. Китай е мощна страна в PVC производство и износ; обаче си PVC пластизолната технология започна късно.
С напредването на технологията на материалите и разширяването на полетата на приложение функциите на PVC Пластизолните материали постепенно се увеличават, като основно включват забавяне на горенето, устойчивост на UV радиация, изолация, хранителен клас, биосъвместими (медицински), без фталат, устойчиви на масло. Между тях, PVC пластизол, съдържащ фталати, беше първият, който беше ограничен от Европа (фталатите ще повлияят на мъжката ендокринна система, ще увеличат вероятността от рак на гърдата при жените) и постепенно се регулира, така че да се ограничи употребата на някои конвенционални пластификатори, регламентите на ЕС REACH/RoHS са стават все по-строги.

Приложението на технологията за формоване по потапяне в автомобилите
Пластизолов материал в автомобилната индустрия най-ранното приложение на двигателя на Ford през 1959 г., Китай започва да развива автомобилната индустрия PVC пластизолен материал през 1980-те години, общото потребление от 6-10 кг, което представлява около 35% от общото количество лепило. Като защитни покрития на шасито на автомобила и уплътнителни материали за различни части на автомобила. Кола от колелото до най-малкия винт, има повече от 10,000 XNUMX защитни части, тези части са главно пластмасови покрития, защитни капачки, якета, втулки и така нататък. Аксесоарите имат различни форми и гъвкав конструктивен дизайн, който е най-подходящ за производство чрез технология за потапяне.
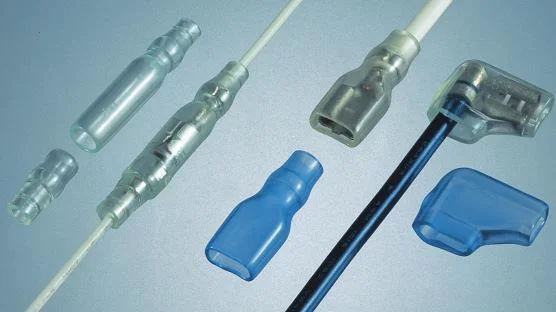
Обвивка на автомобилния кабелен сноп
Пластмасовата обвивка се използва за автомобилни кабелни снопове, специално за защита на щепселни клеми на автомобилни кабелни снопове, с изолация, забавяне на горенето, устойчивост на температура, функции за защита на околната среда.
Защита от разреждане на батерията
Технологията за пластмасово формоване с потапяне се използва за защита на изолацията на ставите на батериите и медните пръти на новите енергийни батерии. Той има характеристиките на гъвкав дизайн на структурата, бърз цикъл на разработка и персонализиране.

Скоба за автомобилни кабели и защита на стълбовете
Технологията за импрегниране се използва за защита на автомобилни жични скоби и прътови части, които могат да образуват гъвкава защита и антикорозионни и прахоустойчиви функции.


