
PECOAT കുടിവെള്ള പൈപ്പ് ലൈനിനുള്ള പോളിയെത്തിലീൻ പൗഡർ കോട്ടിംഗ്

PECOAT® പോളിയെത്തിലീൻ പൊടി കോട്ടിംഗ് കുടിവെള്ള പൈപ്പ് ലൈനുകൾക്കും ജലവിതരണ ഉപകരണങ്ങൾക്കും
വിവരണം
കുടിവെള്ള സമർപ്പിത പോളിയെത്തിലീൻ പൗഡർ കോട്ടിംഗ് എ തെർമോപ്ലാസ്റ്റിക് പൊടി കോട്ടിംഗ് പോളിയെത്തിലീൻ റെസിൻ, കോംപാറ്റിബിലൈസർ, ഫങ്ഷണൽ അഡിറ്റീവുകൾ, പിഗ്മെൻ്റുകൾ, ഫില്ലറുകൾ എന്നിവയിൽ നിന്ന് തയ്യാറാക്കിയത്. ശുചിത്വത്തിനും സുരക്ഷയ്ക്കുമായി ഇത് പൂർണ്ണമായി പരീക്ഷിക്കുകയും വിലയിരുത്തുകയും ചെയ്തിട്ടുണ്ട്, കൂടാതെ അന്തരീക്ഷ ഊഷ്മാവ് കുടിവെള്ള വിതരണ ഉപകരണങ്ങളുടെയും പൈപ്പ് ലൈനുകളുടെയും പൂശാൻ ഇത് ഉപയോഗിക്കാം. ഇതിന് നല്ല കെമിക്കൽ സ്ഥിരത, വൈദ്യുത ഇൻസുലേഷൻ, കുറഞ്ഞ താപനില പ്രതിരോധം, മികച്ച നാശന പ്രതിരോധം, ഈട് എന്നിവയുണ്ട്. ഉൽപ്പന്നം പീപ്പിൾസ് റിപ്പബ്ലിക് ഓഫ് ചൈനയുടെ CJ/T 120-2016 “അർബൻ കൺസ്ട്രക്ഷൻ ഇൻഡസ്ട്രി സ്റ്റാൻഡേർഡ്” പാലിക്കുന്നു.
അപ്ലിക്കേഷൻ ഫീൽഡ്
ആംബിയന്റ് താപനില കുടിവെള്ള വിതരണ ഉപകരണങ്ങൾക്കും പൈപ്പ് ലൈനുകൾക്കും അനുയോജ്യമായ പൂശുന്നു.
പൊടി ഗുണങ്ങൾ
- അസ്ഥിരമല്ലാത്ത ഉള്ളടക്കം: ≥99.5%
- വരണ്ട ഒഴുക്ക്: 20%
- പ്രത്യേക ഗുരുത്വാകർഷണം: 0.91-0.95 (നിറം അനുസരിച്ച് വ്യത്യാസപ്പെടുന്നു)
- കണികാ വലിപ്പം വിതരണം: ≤300um
- ഉരുകൽ സൂചിക: 5-20g/10മിനിറ്റ് (2.16kg, 190℃) [കോട്ടിംഗ് വർക്ക്പീസ്, ഉപഭോക്തൃ പ്രക്രിയ എന്നിവയെ ആശ്രയിച്ച്]
- സംഭരണം: 35 ഡിഗ്രി സെൽഷ്യസിൽ താഴെയുള്ള വീടിനുള്ളിൽ, വായുസഞ്ചാരമുള്ളതും ഉണങ്ങിയതും, അഗ്നി സ്രോതസ്സുകളിൽ നിന്ന് അകലെ. ഉൽപ്പാദന തീയതി മുതൽ രണ്ട് വർഷമാണ് സംഭരണ കാലയളവ്. കാലഹരണപ്പെട്ടതിന് ശേഷവും, അത് വീണ്ടും പരിശോധനയിൽ വിജയിച്ചാൽ അത് ഉപയോഗിക്കാൻ കഴിയും. ഉൽപ്പന്ന ഉപയോഗത്തിനായി ഫസ്റ്റ്-ഇൻ-ഫസ്റ്റ്-ഔട്ട് തത്വം പിന്തുടരാനും ശുപാർശ ചെയ്യുന്നു.
- പാക്കേജിംഗ്: സംയോജിത പേപ്പർ ബാഗ് പാക്കേജിംഗ്, ഒരു ബാഗിന് 20 കിലോഗ്രാം ഭാരമുണ്ട്.
അപ്ലിക്കേഷൻ നിർദ്ദേശങ്ങൾ
- പ്രീ-ട്രീറ്റ്മെന്റ്: പൂശുന്നതിന് മുമ്പ്, അടിസ്ഥാന ലോഹത്തിന്റെയും ഗാൽവാനൈസ്ഡ് പാളിയുടെയും ഉപരിതലത്തിൽ തുരുമ്പ്, എണ്ണ, ഓക്സൈഡ് ഫിലിം എന്നിവ നീക്കം ചെയ്യുന്നതിനായി സാൻഡ്ബ്ലാസ്റ്റിംഗ് അല്ലെങ്കിൽ ആസിഡ് അച്ചാർ, ഫോസ്ഫേറ്റിംഗ് തുടങ്ങിയ പ്രക്രിയകൾ ഉപയോഗിച്ച് അടിസ്ഥാന പൈപ്പ് ചികിത്സിക്കണം.
- വർക്ക്പീസ് പ്രീഹീറ്റിംഗ് താപനില: 230-280℃ [പൈപ്പ് വ്യാസം അനുസരിച്ച് ക്രമീകരിച്ചത്].
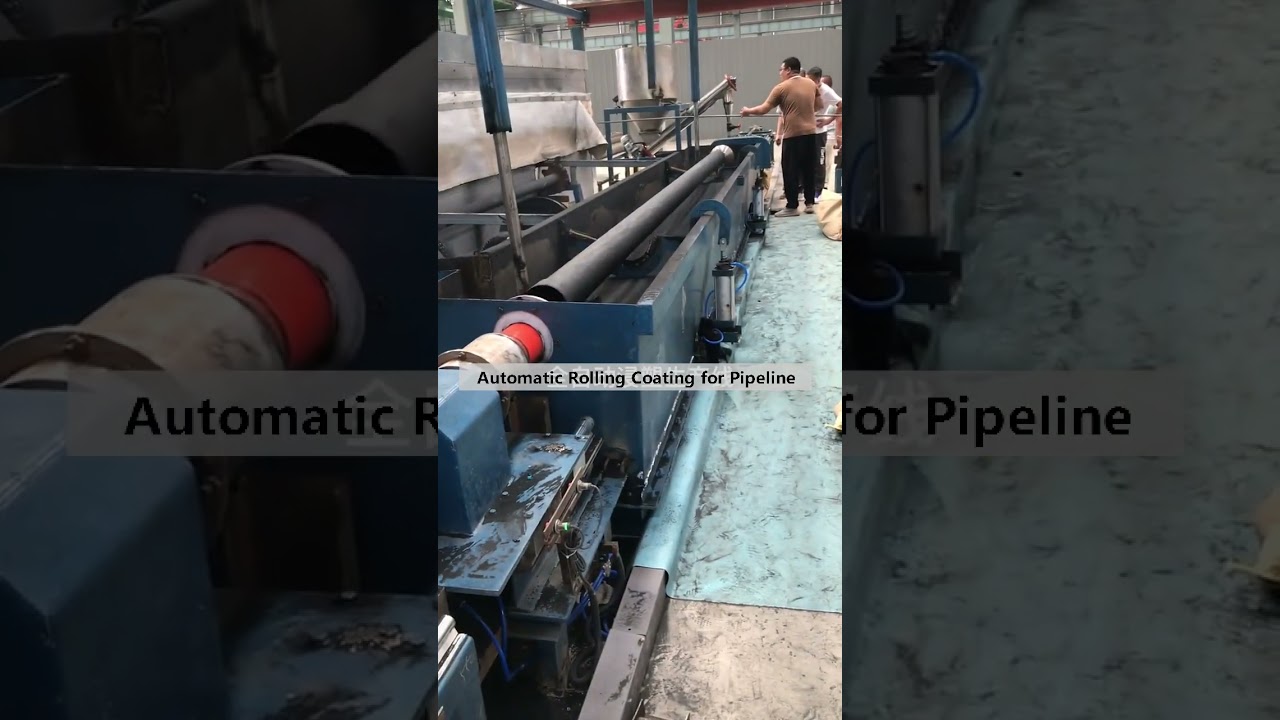
- കോട്ടിംഗ് രീതി: വാക്വം സക്ഷൻ കോട്ടിംഗ് അല്ലെങ്കിൽ റോളിംഗ് കോട്ടിംഗ്.
- പോസ്റ്റ്-ഹീറ്റ്: 180-220℃, 0-5 മിനിറ്റ് [പൈപ്പ് വ്യാസവും കോട്ടിംഗ് സുഗമവും അനുസരിച്ച് പ്ലാസ്റ്റിസേഷൻ പ്രക്രിയ നിർണ്ണയിക്കുക. മെറ്റൽ വർക്ക്പീസിന്റെ ഉപരിതലത്തിൽ മിനുസമാർന്ന കോട്ടിംഗ് ലഭിക്കുന്നതിന് ചൂടാക്കലും പ്ലാസ്റ്റിസിംഗും പ്രയോജനകരമാണ്].
- തണുപ്പിക്കൽ: എയർ-കൂൾഡ് അല്ലെങ്കിൽ സ്വാഭാവിക തണുപ്പിക്കൽ.
ജാഗ്രത
1. ഒപ്റ്റിമൽ ബീജസങ്കലനം നേടുന്നതിന്, ഡിഗ്രീസിംഗും തുരുമ്പും നീക്കം ചെയ്തതിന് ശേഷം അടിസ്ഥാന മെറ്റീരിയലിൽ ഫോസ്ഫേറ്റിംഗ് അല്ലെങ്കിൽ ക്രോമൈസിംഗ് ചികിത്സ നടത്താൻ ശുപാർശ ചെയ്യുന്നു.
2. അമിതമായി ചൂടാക്കുന്നത് കോട്ടിംഗിന്റെ പ്രായമാകലിനും നിറവ്യത്യാസത്തിനും കാരണമാകും, അതേസമയം വളരെ താഴ്ന്ന താപനില മോശം പൊടി കവറേജിനും അസമമായ കോട്ടിംഗിനും കാരണമാകും. അതിനാൽ, ലോഹത്തിന്റെ കനവും ഉപഭോക്തൃ കോട്ടിംഗ് സൗകര്യങ്ങളും അടിസ്ഥാനമാക്കിയുള്ള പരീക്ഷണങ്ങളിലൂടെ ഒപ്റ്റിമൽ ചൂടാക്കൽ താപനില നിർണ്ണയിക്കണം.
3. വർക്ക്പീസ് ഡിസൈൻ: മൂർച്ചയുള്ള ഭാഗങ്ങൾ മിനുസപ്പെടുത്തണം, വെൽഡിംഗ് സന്ധികളിൽ വിടവുകൾ ഉണ്ടാകരുത്. ഒരേ വർക്ക്പീസിലെ മെറ്റൽ കനവും വയർ വ്യാസവും സമാനമായിരിക്കണം.
4. ഈ ഉൽപ്പന്നം പോസ്റ്റ്-പ്രോസസിംഗിൽ ഉപയോഗിക്കാൻ ശുപാർശ ചെയ്തിട്ടില്ല (കോട്ടഡ് വർക്ക്പീസുകൾ പരിഷ്കരിക്കുന്നു).
5. എല്ലാ പോളിമർ പൊടികളെയും പോലെ, പ്രത്യേകിച്ച് ഒഴുകുന്ന സാഹചര്യങ്ങളിൽ, ഈ പൊടി ഒരു താപ സ്രോതസ്സുമായോ ഇഗ്നിഷൻ ഉപകരണവുമായോ സമ്പർക്കം പുലർത്തുമ്പോൾ തീപിടിക്കുകയോ കത്തുകയോ ചെയ്യാം.
ബന്ധപ്പെട്ട പോസ്റ്റുകൾ:
 PECOAT® റഫ്രിജറേറ്റർ ഗ്രിഡ്സ് ഷെൽഫിനുള്ള തെർമോപ്ലാസ്റ്റിക് പൗഡർ കോട്ടിംഗ്
PECOAT® റഫ്രിജറേറ്റർ ഗ്രിഡ്സ് ഷെൽഫിനുള്ള തെർമോപ്ലാസ്റ്റിക് പൗഡർ കോട്ടിംഗ്
 PECOAT® മെറ്റൽ ഗാർഡ് വേലികൾക്കുള്ള തെർമോപ്ലാസ്റ്റിക് പൗഡർ കോട്ടിംഗ്
PECOAT® മെറ്റൽ ഗാർഡ് വേലികൾക്കുള്ള തെർമോപ്ലാസ്റ്റിക് പൗഡർ കോട്ടിംഗ്
 തെർമോപ്ലാസ്റ്റിക് PE പൗഡർ ഉപയോഗിച്ച് ഇലക്ട്രോപ്ലേറ്റിംഗ് ജിഗുകൾ മെച്ചപ്പെടുത്തുക PECOAT®EJ3065
തെർമോപ്ലാസ്റ്റിക് PE പൗഡർ ഉപയോഗിച്ച് ഇലക്ട്രോപ്ലേറ്റിംഗ് ജിഗുകൾ മെച്ചപ്പെടുത്തുക PECOAT®EJ3065
 ബാറ്ററി ബോക്സ് കണ്ടെയ്നറിനുള്ള പോളിയെത്തിലീൻ പൊടി കോട്ടിംഗ്
ബാറ്ററി ബോക്സ് കണ്ടെയ്നറിനുള്ള പോളിയെത്തിലീൻ പൊടി കോട്ടിംഗ്
 പവർ കേബിൾ കോണ്ട്യൂറ്റ് പൈപ്പിനുള്ള പോളിയെത്തിലീൻ പൊടി കോട്ടിംഗ്
പവർ കേബിൾ കോണ്ട്യൂറ്റ് പൈപ്പിനുള്ള പോളിയെത്തിലീൻ പൊടി കോട്ടിംഗ്
 റഫ്രിജറേറ്റർ ഷെൽഫിനുള്ള ഫുഡ് ഗ്രേഡ് പോളിയെത്തിലീൻ പൗഡർ കോട്ടിംഗ്
റഫ്രിജറേറ്റർ ഷെൽഫിനുള്ള ഫുഡ് ഗ്രേഡ് പോളിയെത്തിലീൻ പൗഡർ കോട്ടിംഗ്