
PECOAT Polietilenski praškasti premaz za cjevovode za pitku vodu

PECOAT® Polietilenski praškasti premaz za cjevovode za pitku vodu i opremu za vodosnabdijevanje
Opis
Voda za piće posvećena polietilenskom prahu je a termoplastični premaz u prahu pripremljen od polietilenske smole, kompatibilizatora, funkcionalnih aditiva, pigmenata i punila. Potpuno je testiran i procijenjen u pogledu higijene i sigurnosti, te se može koristiti za premazivanje opreme i cjevovoda za opskrbu pitkom vodom na sobnoj temperaturi. Ima dobru hemijsku stabilnost, električnu izolaciju i otpornost na niske temperature, kao i odličnu otpornost na koroziju i izdržljivost. Proizvod je usklađen sa CJ/T 120-2016 „Standard gradske industrije“ Narodne Republike Kine.
aplikacija Field
Premaz pogodan za opremu i cjevovode za opskrbu pitkom vodom sobne temperature.
Svojstva praha
- Neisparljivi sadržaj: ≥99.5%
- Suha tečnost: 20%
- Specifična težina: 0.91-0.95 (zavisi od boje)
- Raspodjela veličine čestica: ≤300um
- Indeks topljenja: 5-20g/10min (2.16kg, 190℃) [u zavisnosti od oblaganja premaza i procesa kupca]
- Skladištenje: u zatvorenom prostoru ispod 35℃, ventilirano i suvo, dalje od izvora vatre. Rok skladištenja je dvije godine od datuma proizvodnje. Nakon isteka, još uvijek se može koristiti ako prođe ponovno testiranje. Također se preporučuje da se pridržavate principa prvi ušao – prvi izašao za upotrebu proizvoda.
- Pakovanje: kompozitna papirna kesa, neto težine 20 kg po vreći.
Upute za primjenu
- Prethodna obrada: Prije nanošenja premaza, osnovna cijev mora biti tretirana postupcima kao što su pjeskarenje ili kiselo kiseljenje i fosfatiranje kako bi se uklonila hrđa, ulje i oksidni film na površini osnovnog metala i pocinčanog sloja.
- Temperatura predgrijavanja radnog komada: 230-280℃ [podešeno prema prečniku cijevi].
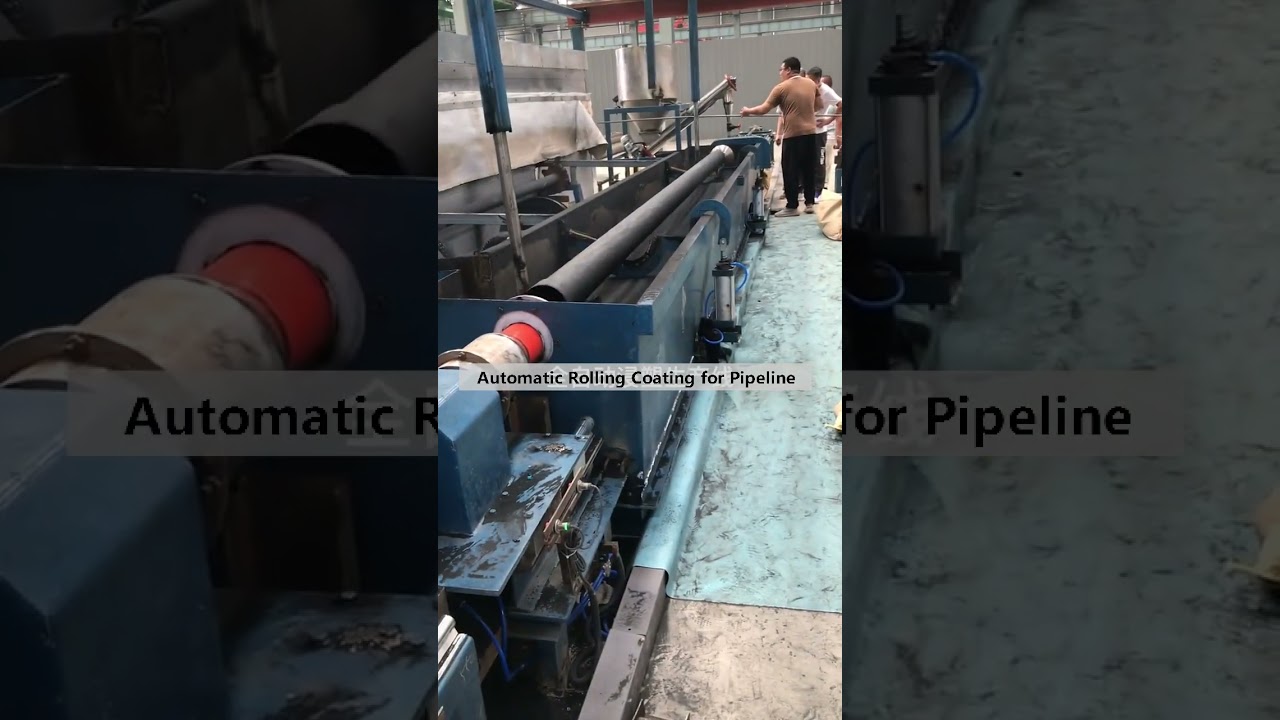
- Način premazivanja: nanošenje vakuumskim usisom ili premazivanje valjanjem.
- Naknadno zagrijavanje: 180-220℃, 0-5 minuta [odredite proces plastifikacije prema promjeru cijevi i glatkoći premaza. Zagrijavanje i plastificiranje su korisni za postizanje glatkog premaza na površini metalnog obratka].
- Hlađenje: vazdušno ili prirodno hlađenje.
Oprez
1. Da bi se postiglo optimalno prianjanje, preporučuje se fosfatiranje ili hromiranje osnovnog materijala nakon odmašćivanja i uklanjanja rđe.
2. Pregrijavanje će uzrokovati starenje i promjenu boje premaza, dok će preniska temperatura rezultirati lošim prekrivanjem praha i neravnomjernim premazom. Stoga, optimalnu temperaturu grijanja treba odrediti eksperimentima na osnovu debljine metala i objekata premaza kupca.
3. Dizajn radnog komada: oštre dijelove treba zagladiti, a na zavarenim spojevima ne smije biti praznina. Debljina metala i promjer žice na istom radnom komadu trebaju biti slični.
4. Ovaj proizvod se ne preporučuje za upotrebu u naknadnoj obradi (reformisanje obloženih komada).
5. Kao i svi polimerni prahovi, posebno u tekućim uslovima, ovaj prah može da se zapali ili izgori kada je u kontaktu sa izvorom toplote ili uređajem za paljenje.
Related Posts:
 PECOAT® Termoplastični premaz u prahu za rešetke hladnjaka
PECOAT® Termoplastični premaz u prahu za rešetke hladnjaka
 PECOAT® Termoplastični praškasti premaz za metalne ograde
PECOAT® Termoplastični praškasti premaz za metalne ograde
 Poboljšajte šablone za galvanizaciju termoplastičnim PE prahom PECOAT®EJ3065
Poboljšajte šablone za galvanizaciju termoplastičnim PE prahom PECOAT®EJ3065
 Polietilenski praškasti premaz za kontejner kutije za baterije
Polietilenski praškasti premaz za kontejner kutije za baterije
 Polietilenski praškasti premaz za cijev kabela za napajanje
Polietilenski praškasti premaz za cijev kabela za napajanje
 Polietilen u prahu za hranu za policu frižidera
Polietilen u prahu za hranu za policu frižidera