Voorverhitting temperatuurbeheer in vloeibeddompelproses

Agtergrond Inleiding
In gevloeide bed doopproses, word die werkstuk se hittekapasiteit gebruik om die termoplastiese poeier en die verlangde laagdikte en -kwaliteit te bereik. Daarom is dit van kardinale belang om die toepaslike voorverhittingstemperatuur van die werkstuk te bepaal. Die voorverhittingstemperatuur moet effens hoër wees as die smelttemperatuur van termoplastiese poeier. As dit te hoog is, kan vloeidefekte voorkom as gevolg van oormatig dik lae of polimeerharskrake, wat lei tot borrels, vergeling of brand. Omgekeerd, as dit te laag is, sal onvoldoende smelting lei tot dun lae met oppervlakpokkings of onvolledigheid wat nie aan dompeldoelwitte voldoen nie.
Oor die algemeen word die voorverhittingstemperatuur van die werkstuk beïnvloed deur faktore soos die materiaal, grootte, vorm, termoplastiese poeierprestasie, vereiste laagdikte, verhittingstyd en dipduur. In praktiese bewerkings verskil werkstukke egter aansienlik in terme van dikte, grootte en vorm, wat dit uitdagend maak om die voorverhittingstemperatuur kwantitatief te bepaal.
Ten einde die toepaslike voorverhittingstemperatuur vir werkstukke tydens te verken gefluïdiseerde bed poeier dipproses, gebruik ons ons self-ontwerpte en vervaardigde outomatiese vloeibeddompelstelsel. Deur dit te kombineer met ons ondervinding in die vervaardiging van verskeie produkte soos verkeers-isolasieheinings, tuin- en munisipale geboue se leuningsbeskermingsnette, yskasrakke, winkelrakke, teelhoknette, vere en staalpype wat verskillende termoplastiese poeiers gebruik, verskaf die eksperimente 'n teoretiese basis en metodologie vir die optimalisering van die dipproses.
Eksperimentele metodes
1. Voorbeeld van voorbereiding
Die monsters bestaan hoofsaaklik uit staafvormige staal, waarvan sommige ook van koper en aluminium gemaak is, met deursnee 0.8, 1.0, 2.0, 3.0, 4.0, 5.0, 6.0, 7.0, 8.0, 9.0, 10.0, 12.0, 14.0, 16.0, 18.0. , 20.0
2. Termoplastiese poeier
LDPE termoplastiese poeier is hoofsaaklik in die eksperiment gebruik, terwyl PVC, PA en ander poeier is ook aan toetse onderwerp.
3.Proses
Voorbehandeling → voorverhit → doop in poeier → naverhitting (uitharding) → verkoeling
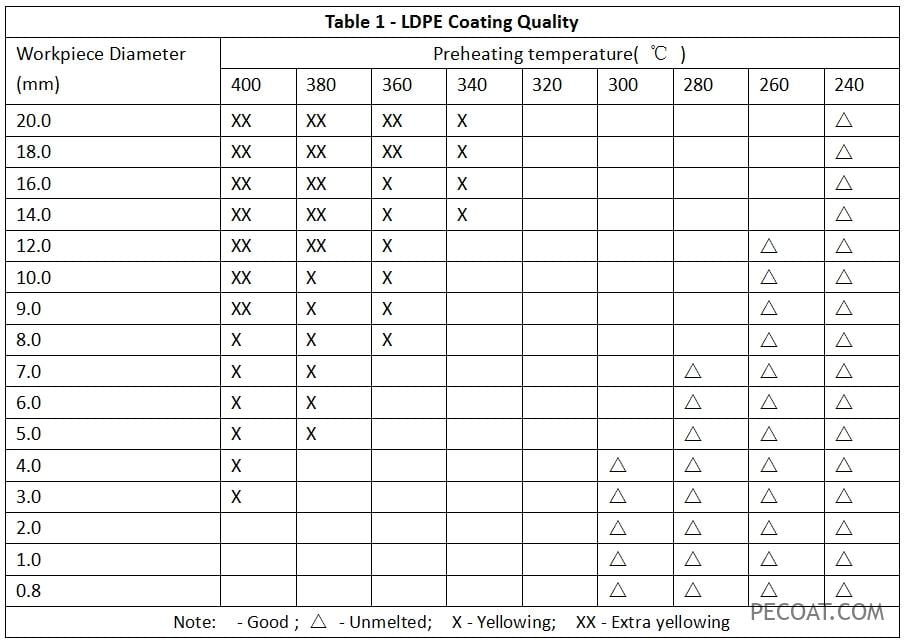
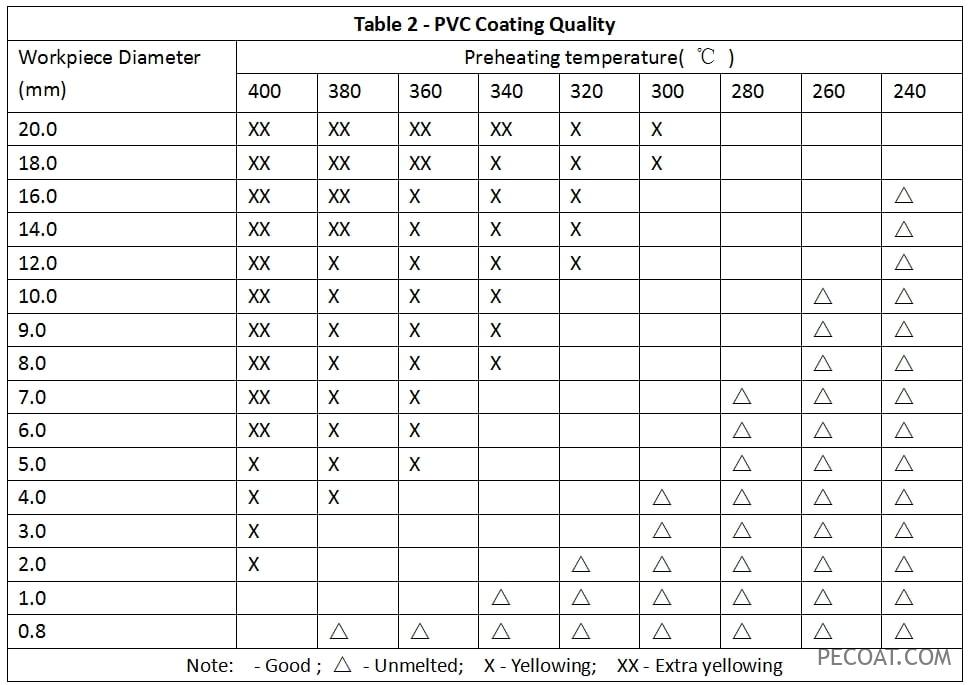
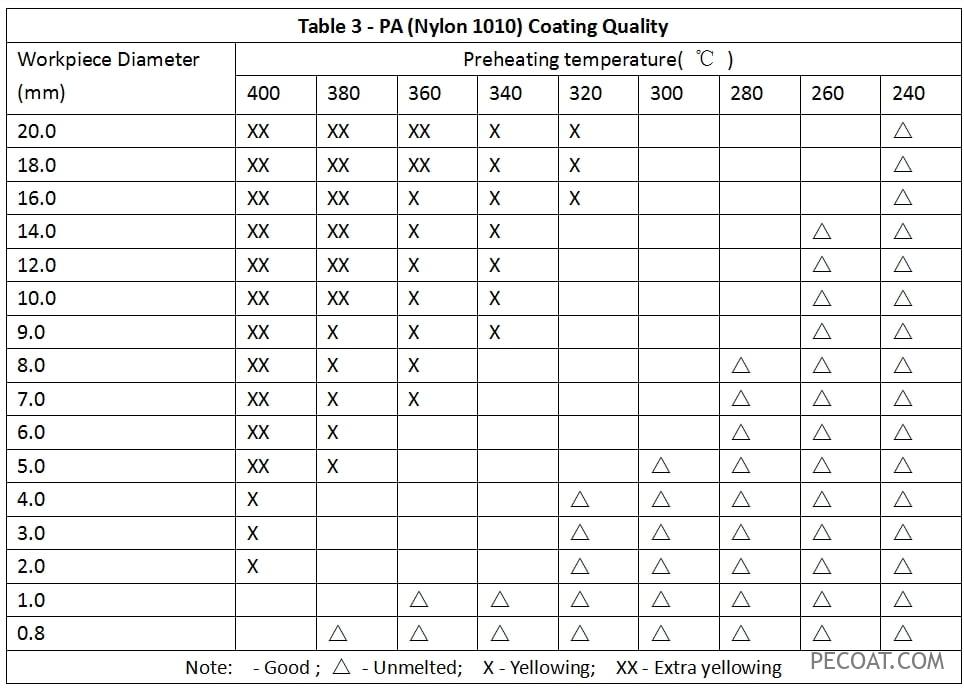
4.Coating Kwaliteit
Verskillende voorverhittingstemperature is gebruik om die bogenoemde monsters in verskeie termoplastiese poeiers onder te dompel; na lae-temperatuur uitharding en gelykmaak prosesse, is die laag kwaliteit geëvalueer en aangeteken in Tabel 1, Tabel 2 en Tabel 3.
Ontleding van Beïnvloedende Faktore
Gebaseer op die eksperimentele resultate en in samehang met die data wat in Tabel 1, Tabel 2 en Tabel 3 aangebied word, is 'n kromme geteken om die optimale voorverhittingstemperatuurwaarde vir elke monster voor te stel, soos in die figuur geïllustreer.
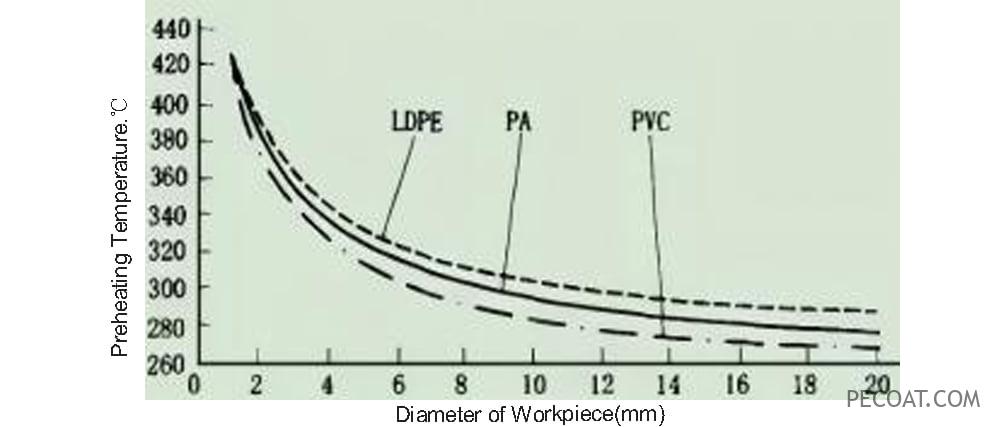
Impakte van termoplastiese poeier
Die verhittingskurwe van die werkstuk verskil vir verskillende poeierharse, soos uitgebeeld in die bostaande figuur. As gevolg van die wye reeks tussen die versagpunt (80 – 90 ℃) en smeltpunt (105 – 130 ℃) van poliëtileen (PE), tesame met 'n kraaktemperatuur van 300 ℃, word 'n hoër voorverhittingstemperatuur vir die werkstuk vereis. Slegs wanneer dit vir 'n lang tydperk teen temperature van meer as 360 ℃ verhit word, vind vergeling op die deklaag plaas.
Polivinielchloried(PVC) het nie 'n duidelike smeltpunt nie, maar begin sag word by 130 ℃ en kan by 180 ℃ vloei. Dit begin ontbind bo 200 ℃, wat waterstofchloried, rook vrystel en 'n nasale reuk uitstraal. Effense verhogings in temperatuur of langer blootstellingstye lei geleidelik tot vergeling en verswarting van die deklaag. Soos PVCse smelttemperatuur naby aan sy ontbindingstemperatuur is, is strenger beheer oor die werkstuk se voorverhittingstemperatuur nodig.
Poliamied (PA) bedekkings (tipies nylon 1010, nylon 11, nylon12) het 'n smeltpunt wat wissel van 180 tot 230 ℃ en termiese ontbindingstemperature wat 300 ℃ oorskry; die reeks tussen hul smelt- en ontbindingstemperature bly egter smal. Nylondip vereis dikwels vinnige verkoeling, en die beheer van die voorverhittingstemperatuur blyk uitdagend te wees.
Invloed van werkstukdikte
In teorie moet die voorverhittingstemperatuur van die werkstuk effens hoër wees as die poeier se smelttemperatuur om die poeierverharding en afsetting op die metaaloppervlak te vergemaklik. Eksperimentele resultate dui egter op beduidende variasies in voorverhittingstemperature vir werkstukke met verskillende diameters en diktes. Dit word toegeskryf aan die groter hittekapasiteit van dikker werkstukke, wat doeltreffende hitte-afvoer na verhitting belemmer en lei tot minimale temperatuurveranderinge tydens oordrag van oond na poeiertenk. Gevolglik kan 'n hoë voorverhittingstemperatuur nie op dikker werkstukke toegepas word nie; in plaas daarvan moet hulle vir langer duur teen laer temperature verhit word. Omgekeerd besit kleiner werkstukke laer hittekapasiteite en verdryf hitte vinnig, wat die gebruik van "termiese skok-effek" deur hoër voorverhittingstemperature noodsaak vir effektiewe poeierharssmelting. Ultradun werkstukke het minimale hittekapasiteit en selfs met verhoogde temperature word dit uitdagend om volledige deklaaghegting te verkry.
Vir die werkstukke wat gemaak is van materiale met verskillende diameters of diktes, moet omvattende oorweging gegee word wanneer voorverhittingstemperature bepaal word – om te verseker dat die laagste temperatuur volledige deklaagbedekking by die dunste areas waarborg, terwyl vergeling op dikker dele vermy word deur 'n toepaslike boonste limiet te kies.
Invloed van die werkstukmateriaal
Die meeste van die toetswerkstukke wat hierbo genoem word, is gemaak van laekoolstofstaal. Vir verskillende soorte staal, of dit nou koolstofstaal of legeringstaal is, het die voorverhittingstemperatuur minimale impak. Die voorverhittingstemperatuur vir koper is soortgelyk aan dié van staal maar effens hoër. Aluminium het vinnige hittegeleiding en -dissipasie, dus die voorverhittingstemperatuur moet hoër wees.
Invloed van die werkstukvorm
Eksperimente is ook uitgevoer op werkstukke met verskillende vorms, wat aan die lig gebring het dat soliede dele stadiger hitteberging en -dissipasietempo's toon, terwyl geslote hol dele soos buisvormige komponente ook verminderde hitte-afvoer toon. Omgekeerd ervaar gaas en skraal dele die vinnigste hitteverlies. Die tempo van hitteberging en -dissipasie word hoofsaaklik bepaal deur die volume-tot-oppervlak-areaverhouding van die werkstuk. Daarom is dit nodig om die voorverhittingstemperatuur aan te pas op grond van 'n toepaslike koëffisiënt wat ooreenstem met die werkstukvorm. Verdere navorsing word op hierdie gebied vereis.
Gevolgtrekking
- Die voorverhittingstemperatuur van die werkstuk is die mees kritieke faktor in die bepaling van die bedekkingskwaliteit tydens vloeibeddompeling.
- Die voorverhittingstemperatuur van die werkstuk word hoofsaaklik deur sy deursnee of dikte bepaal, en kan bepaal word deur na Figuur 1 te verwys vir leiding.
- Verskillende poeierharse het verskillende smeltpunte en ontbindingspunte, wat ten volle in ag geneem moet word wanneer die dipproses bepaal word.
- Die materiaal en vorm van die werkstuk beïnvloed ook die vereiste voorverhittingstemperatuur, wat met 'n korreksiefaktor vergoed kan word.