ફ્લુઇડાઇઝ્ડ બેડ ડિપિંગ પ્રક્રિયામાં પ્રીહિટિંગ તાપમાન નિયંત્રણ

પૃષ્ઠભૂમિ પરિચય
In પ્રવાહીયુક્ત પથારી ડૂબકી મારવાની પ્રક્રિયામાં, વર્કપીસની ગરમી ક્ષમતાનો ઉપયોગ ઓગળવા માટે થાય છે થર્મોપ્લાસ્ટિક પાવડર અને ઇચ્છિત કોટિંગ જાડાઈ અને ગુણવત્તા પ્રાપ્ત કરો. તેથી, વર્કપીસનું યોગ્ય પ્રીહિટીંગ તાપમાન નક્કી કરવું મહત્વપૂર્ણ છે. પ્રીહિટીંગ તાપમાન થર્મોપ્લાસ્ટિક પાવડરના ગલન તાપમાન કરતા થોડું વધારે હોવું જોઈએ. જો તે ખૂબ ઊંચું હોય, તો વધુ પડતા જાડા કોટિંગ અથવા પોલિમર રેઝિન ક્રેકીંગને કારણે પ્રવાહ ખામીઓ થઈ શકે છે, જેના પરિણામે પરપોટા, પીળાશ અથવા બળી શકે છે. તેનાથી વિપરીત, જો તે ખૂબ ઓછું હોય, તો અપૂરતું ગલન સપાટી પર પોકિંગ અથવા અપૂર્ણતા સાથે પાતળા કોટિંગ તરફ દોરી જશે જે ડિપિંગ ઉદ્દેશ્યોને પૂર્ણ કરવામાં નિષ્ફળ જશે.
સામાન્ય રીતે કહીએ તો, વર્કપીસનું પ્રીહિટીંગ તાપમાન તેની સામગ્રી, કદ, આકાર, થર્મોપ્લાસ્ટીક પાવડરની કામગીરી, જરૂરી કોટિંગની જાડાઈ, ગરમ થવાનો સમય અને ડૂબવાની અવધિ જેવા પરિબળોથી પ્રભાવિત થાય છે. જો કે, વ્યવહારુ કામગીરીમાં, વર્કપીસ જાડાઈ, કદ અને આકારની દ્રષ્ટિએ નોંધપાત્ર રીતે બદલાય છે, જે પ્રીહિટીંગ તાપમાનને જથ્થાત્મક રીતે નક્કી કરવાનું પડકારજનક બનાવે છે.
દરમિયાન વર્કપીસ માટે યોગ્ય પ્રીહિટીંગ તાપમાનનું અન્વેષણ કરવા માટે પ્રવાહીયુક્ત બેડ પાવડર ડૂબકી મારવાની પ્રક્રિયા, અમે અમારી સ્વ-ડિઝાઇન અને ઉત્પાદિત સ્વચાલિત ફ્લુઇડાઇઝ્ડ બેડ ડિપિંગ સિસ્ટમનો ઉપયોગ કરીએ છીએ. ટ્રાફિક આઇસોલેશન વાડ, બગીચો અને મ્યુનિસિપલ બિલ્ડીંગ ગાર્ડ્રેલ પ્રોટેક્શન નેટ, રેફ્રિજરેટર છાજલીઓ, શોપિંગ છાજલીઓ, બ્રીડિંગ કેજ નેટ, સ્પ્રિંગ્સ અને સ્ટીલ પાઇપ જેવા વિવિધ ઉત્પાદનોના ઉત્પાદનમાં અમારા અનુભવ સાથે આને જોડીને, વિવિધ થર્મોપ્લાસ્ટિક પાવડરનો ઉપયોગ કરીને, પ્રયોગો સૈદ્ધાંતિક આધાર પૂરો પાડે છે અને ડિપિંગ પ્રક્રિયાને શ્રેષ્ઠ બનાવવા માટેની પદ્ધતિ.
પ્રાયોગિક પદ્ધતિઓ
1. નમૂનાની તૈયારી
નમૂનાઓમાં મુખ્યત્વે સળિયાના આકારના સ્ટીલનો સમાવેશ થાય છે, જેમાં કેટલાક તાંબા અને એલ્યુમિનિયમના પણ બનેલા હોય છે, જેનો વ્યાસ 0.8, 1.0, 2.0, 3.0, 4.0, 5.0, 6.0, 7.0, 8.0, 9.0, 10.0, 12.0, 14.0, 16.0, 18.0, 20.0 છે. , XNUMX
2.થર્મોપ્લાસ્ટિક પાવડર
LDPE થર્મોપ્લાસ્ટિક પાવડરનો પ્રયોગમાં મુખ્યત્વે ઉપયોગ કરવામાં આવ્યો હતો, જ્યારે PVC, પીએ, અને અન્ય પાવડર પણ પરીક્ષણને આધિન હતા.
3.પ્રક્રિયા
પ્રી-ટ્રીટમેન્ટ → પ્રી-હીટ → પાવડરમાં ડૂબવું → હીટ પછી (ક્યોરિંગ) → ઠંડક
4.કોટિંગ ગુણવત્તા
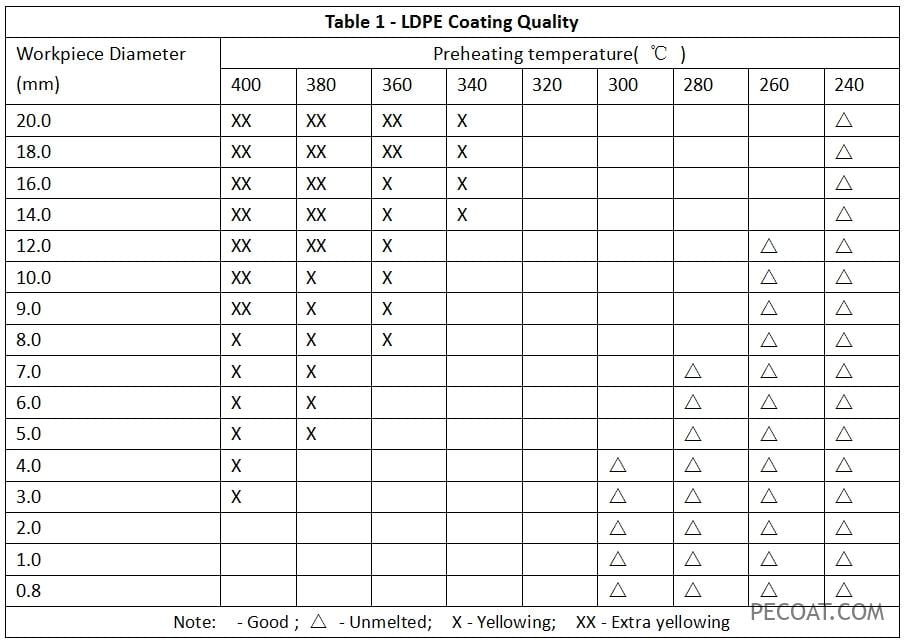
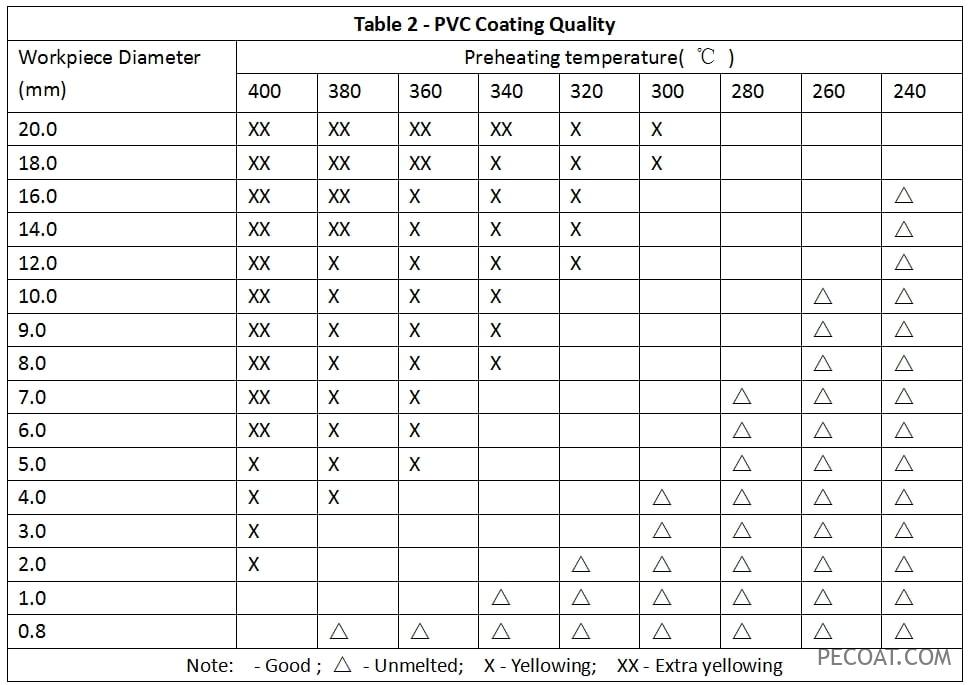
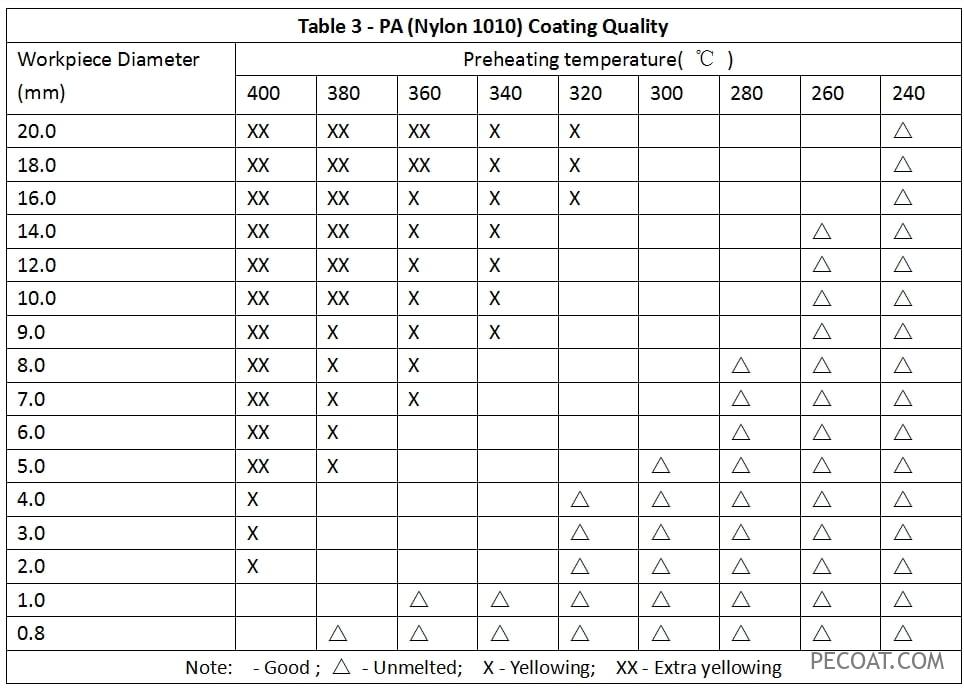
ઉપરોક્ત નમૂનાઓને વિવિધ થર્મોપ્લાસ્ટિક પાવડરમાં નિમજ્જિત કરવા માટે વિવિધ પ્રીહિટીંગ તાપમાનનો ઉપયોગ કરવામાં આવ્યો હતો; નીચા-તાપમાનની સારવાર અને સ્તરીકરણ પ્રક્રિયાઓ પછી, કોટિંગની ગુણવત્તાનું મૂલ્યાંકન કરવામાં આવ્યું હતું અને કોષ્ટક 1, કોષ્ટક 2 અને કોષ્ટક 3 માં નોંધવામાં આવ્યું હતું.
પ્રભાવિત પરિબળોનું વિશ્લેષણ
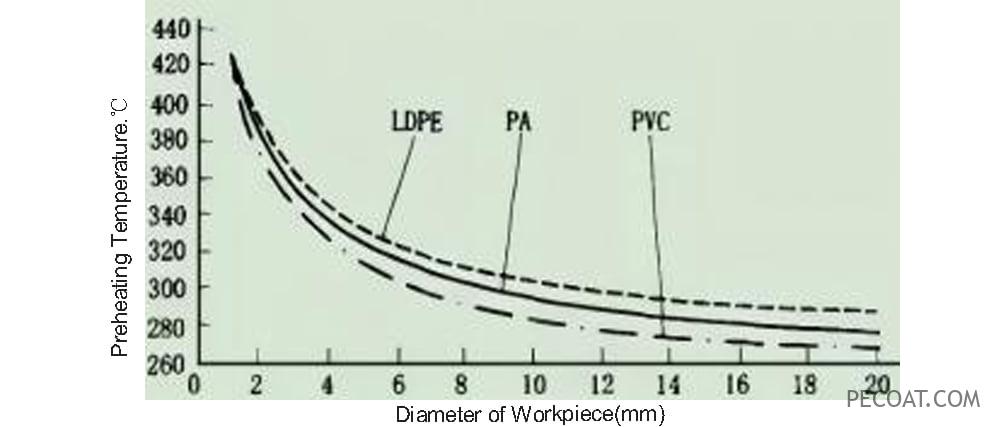
પ્રાયોગિક પરિણામોના આધારે અને કોષ્ટક 1, કોષ્ટક 2 અને કોષ્ટક 3 માં પ્રસ્તુત ડેટા સાથે જોડાણમાં, આકૃતિમાં દર્શાવ્યા મુજબ, દરેક નમૂના માટે શ્રેષ્ઠ પ્રીહિટીંગ તાપમાન મૂલ્યનું પ્રતિનિધિત્વ કરવા માટે એક વળાંક રચવામાં આવ્યો હતો.
થર્મોપ્લાસ્ટિક પાવડરની અસરો
વર્કપીસનો હીટિંગ વળાંક વિવિધ પાવડર રેઝિન માટે બદલાય છે, જે ઉપરની આકૃતિમાં દર્શાવવામાં આવ્યું છે. પોલિઇથિલિનના સોફ્ટનિંગ પોઈન્ટ (80 – 90℃) અને ગલનબિંદુ (105 – 130℃) વચ્ચેની વિશાળ શ્રેણીને કારણે (PE), 300 ℃ ના ક્રેકીંગ તાપમાન સાથે, વર્કપીસ માટે ઉચ્ચ પ્રીહિટીંગ તાપમાન જરૂરી છે. જ્યારે 360 ℃ થી વધુ તાપમાને વિસ્તૃત અવધિ માટે ગરમ કરવામાં આવે છે ત્યારે જ કોટિંગ પર પીળો થાય છે.
પોલિવિનાઇલ ક્લોરાઇડ(PVC) માં વિશિષ્ટ ગલનબિંદુનો અભાવ છે પરંતુ તે 130℃ પર નરમ પડવાનું શરૂ કરે છે અને 180℃ પર પ્રવાહ કરી શકે છે. તે 200 ℃ ઉપર વિઘટન કરવાનું શરૂ કરે છે, હાઇડ્રોજન ક્લોરાઇડ, ધુમાડો મુક્ત કરે છે અને અનુનાસિક ગંધ બહાર કાઢે છે. તાપમાનમાં થોડો વધારો અથવા લાંબા સમય સુધી સંપર્કમાં આવવાથી ધીમે ધીમે કોટિંગ પીળી અને કાળા પડી જાય છે. તરીકે PVCનું ગલન તાપમાન તેના વિઘટન તાપમાનની નજીક છે, વર્કપીસના પ્રીહિટીંગ તાપમાન પર સખત નિયંત્રણ જરૂરી છે.
પોલિમાઇડ (PA) કોટિંગ્સ (સામાન્ય રીતે નાયલોન 1010, નાયલોન 11, નાયલોન 12) ગલનબિંદુ 180 થી 230℃ સુધી અને થર્મલ વિઘટન તાપમાન 300℃ કરતા વધારે હોય છે; જો કે, તેમના ગલન અને વિઘટન તાપમાન વચ્ચેની શ્રેણી સાંકડી રહે છે. નાયલોન ડૂબવા માટે ઘણીવાર તાત્કાલિક ઠંડકની જરૂર પડે છે અને પ્રીહિટીંગ તાપમાનને નિયંત્રિત કરવું પડકારજનક સાબિત થાય છે.
વર્કપીસની જાડાઈથી પ્રભાવ
સૈદ્ધાંતિક રીતે, ધાતુની સપાટી પર પાવડરની સારવાર અને જમાવટને સરળ બનાવવા માટે વર્કપીસનું પ્રીહિટીંગ તાપમાન પાવડરના ગલન તાપમાન કરતા થોડું વધારે હોવું જોઈએ. જો કે, પ્રાયોગિક પરિણામો વિવિધ વ્યાસ અને જાડાઈવાળા વર્કપીસ માટે પ્રીહિટીંગ તાપમાનમાં નોંધપાત્ર તફાવત દર્શાવે છે. આ જાડા વર્કપીસની મોટી ઉષ્મા ક્ષમતાને આભારી છે, જે ગરમ કર્યા પછી કાર્યક્ષમ ગરમીના વિસર્જનને અવરોધે છે અને પકાવવાની નાની ભઠ્ઠીમાંથી પાવડર ટાંકીમાં સ્થાનાંતરણ દરમિયાન તાપમાનમાં ન્યૂનતમ ફેરફારો તરફ દોરી જાય છે. પરિણામે, જાડા વર્કપીસ પર ઉચ્ચ પ્રીહિટીંગ તાપમાન લાગુ કરી શકાતું નથી; તેના બદલે, તેમને લાંબા સમય સુધી નીચા તાપમાને ગરમ કરવા જોઈએ. તેનાથી વિપરિત, નાના વર્કપીસમાં ઓછી ગરમીની ક્ષમતા હોય છે અને તે ઝડપથી ગરમીને દૂર કરે છે, અસરકારક પાવડર રેઝિન ગલન માટે ઉચ્ચ પ્રીહિટીંગ તાપમાન દ્વારા "થર્મલ શોક ઇફેક્ટ" ના ઉપયોગની જરૂર પડે છે. અલ્ટ્રા-પાતળા વર્કપીસમાં ન્યૂનતમ ગરમીની ક્ષમતા હોય છે અને ઊંચા તાપમાને પણ સંપૂર્ણ કોટિંગ સંલગ્નતા પ્રાપ્ત કરવી પડકારરૂપ બની જાય છે.
વિવિધ વ્યાસ અથવા જાડાઈ સાથેની સામગ્રીમાંથી બનાવેલ વર્કપીસ માટે, પ્રીહિટીંગ તાપમાન નક્કી કરતી વખતે વ્યાપક વિચારણા કરવી જોઈએ - સુનિશ્ચિત કરવું કે સૌથી નીચું તાપમાન સૌથી પાતળી જગ્યાઓ પર સંપૂર્ણ કોટિંગ કવરેજની બાંયધરી આપે છે જ્યારે યોગ્ય ઉપલી મર્યાદા પસંદ કરીને જાડા ભાગો પર પીળા પડવાનું ટાળે છે.
વર્કપીસ સામગ્રીનો પ્રભાવ
ઉપર જણાવેલ મોટાભાગના ટેસ્ટ વર્કપીસ ઓછા કાર્બન સ્ટીલના બનેલા છે. વિવિધ પ્રકારના સ્ટીલ માટે, પછી ભલે તે કાર્બન સ્ટીલ હોય કે એલોય સ્ટીલ, પ્રીહિટીંગ તાપમાન ન્યૂનતમ અસર કરે છે. તાંબા માટે પ્રીહિટીંગ તાપમાન સ્ટીલ જેવું જ છે પરંતુ થોડું વધારે છે. એલ્યુમિનિયમમાં ઝડપી ગરમીનું વહન અને વિસર્જન હોય છે, તેથી પ્રીહિટીંગ તાપમાન વધારે હોવું જોઈએ.
વર્કપીસ આકારનો પ્રભાવ
વિવિધ આકારો સાથે વર્કપીસ પર પણ પ્રયોગો હાથ ધરવામાં આવ્યા હતા, જે દર્શાવે છે કે નક્કર ભાગો ધીમી ગરમીનો સંગ્રહ અને વિસર્જન દર દર્શાવે છે, જ્યારે બંધ હોલો ભાગો જેમ કે ટ્યુબ્યુલર ઘટકો પણ ઓછી ગરમીનું વિસર્જન દર્શાવે છે. તેનાથી વિપરિત, જાળીદાર અને પાતળા ભાગો સૌથી ઝડપી ગરમીનું નુકશાન અનુભવે છે. હીટ સ્ટોરેજ અને ડિસીપેશનનો દર મુખ્યત્વે વર્કપીસના વોલ્યુમ-ટુ-સર્ફેસ એરિયા રેશિયો દ્વારા નક્કી કરવામાં આવે છે. તેથી, વર્કપીસના આકારને અનુરૂપ યોગ્ય ગુણાંકના આધારે પ્રીહિટીંગ તાપમાનને સમાયોજિત કરવું જરૂરી છે. આ ક્ષેત્રમાં વધુ સંશોધન જરૂરી છે.
ઉપસંહાર
- વર્કપીસનું પ્રીહિટીંગ તાપમાન પ્રવાહીયુક્ત બેડ ડીપિંગ દરમિયાન કોટિંગની ગુણવત્તા નક્કી કરવા માટેનું સૌથી મહત્વપૂર્ણ પરિબળ છે.
- વર્કપીસનું પ્રીહિટીંગ તાપમાન મુખ્યત્વે તેના વ્યાસ અથવા જાડાઈ દ્વારા નક્કી કરવામાં આવે છે, અને માર્ગદર્શન માટે આકૃતિ 1 નો સંદર્ભ લઈને નક્કી કરી શકાય છે.
- વિવિધ પાવડર રેઝિનમાં ગલનબિંદુઓ અને વિઘટન બિંદુઓ અલગ-અલગ હોય છે, જે ડૂબવાની પ્રક્રિયા નક્કી કરતી વખતે સંપૂર્ણપણે ધ્યાનમાં લેવા જોઈએ.
- વર્કપીસની સામગ્રી અને આકાર જરૂરી પ્રીહિટીંગ તાપમાનને પણ પ્રભાવિત કરે છે, જે સુધારણા પરિબળનો ઉપયોગ કરીને સરભર કરી શકાય છે.