Kontrola temperature predgrijavanja u procesu potapanja u fluidiziranom sloju

Pozadina Uvod
In fluidizovani sloj procesom uranjanja, toplotni kapacitet radnog komada se koristi za topljenje termoplastični prah i postići željenu debljinu i kvalitet premaza. Stoga je određivanje odgovarajuće temperature predgrijavanja obratka ključno. Temperatura predgrijavanja treba biti nešto viša od temperature topljenja termoplastičnog praha. Ako je previsoka, mogu se pojaviti defekti tečenja zbog prekomjerno debelih premaza ili pucanja polimerne smole, što rezultira mjehurićima, žućenjem ili paljenjem. Suprotno tome, ako je preniska, nedovoljno topljenje će dovesti do tankih premaza s površinskim izbočinama ili nepotpunošću koji ne ispunjavaju ciljeve uranjanja.
Općenito govoreći, na temperaturu predgrijavanja obratka utiču faktori kao što su njegov materijal, veličina, oblik, performanse termoplastičnog praha, potrebna debljina premaza, vrijeme zagrijavanja i trajanje potapanja. Međutim, u praktičnim operacijama, radni komadi se značajno razlikuju u pogledu debljine, veličine i oblika, što čini izazovnim kvantitativno određivanje temperature predgrijavanja.
Kako bi se istražila odgovarajuća temperatura predgrijavanja za obratke tokom prah u fluidizovanom sloju potapanjem, mi koristimo naš samostalno dizajniran i proizveden automatski sistem za uranjanje u fluidizirani sloj. Kombinujući ovo sa našim iskustvom u proizvodnji različitih proizvoda kao što su ograde za saobraćajnu izolaciju, zaštitne mreže za ograde za bašte i gradske zgrade, police za frižidere, police za kupovinu, mreže kaveza za uzgoj, opruge i čelične cevi koristeći različite termoplastične prahove, eksperimenti daju teoretsku osnovu i metodologija za optimizaciju procesa potapanja.
Eksperimentalne metode
1.Priprema uzoraka
Uzorci se uglavnom sastoje od čelika u obliku šipke, a neki su napravljeni i od bakra i aluminijuma, prečnika 0.8, 1.0, 2.0, 3.0, 4.0, 5.0, 6.0, 7.0, 8.0, 9.0, 10.0, 12.0, 14.0, 16.0, 18.0 , 20.0
2.Termoplastični prah
U eksperimentu je pretežno korišten LDPE termoplastični prah, dok je PVC, PA i drugi prah su takođe podvrgnuti ispitivanju.
3.Proces
Prethodna obrada → predgrijavanje → potapanje u prah → naknadno zagrijavanje (očvršćavanje) → hlađenje
4. Kvaliteta premaza
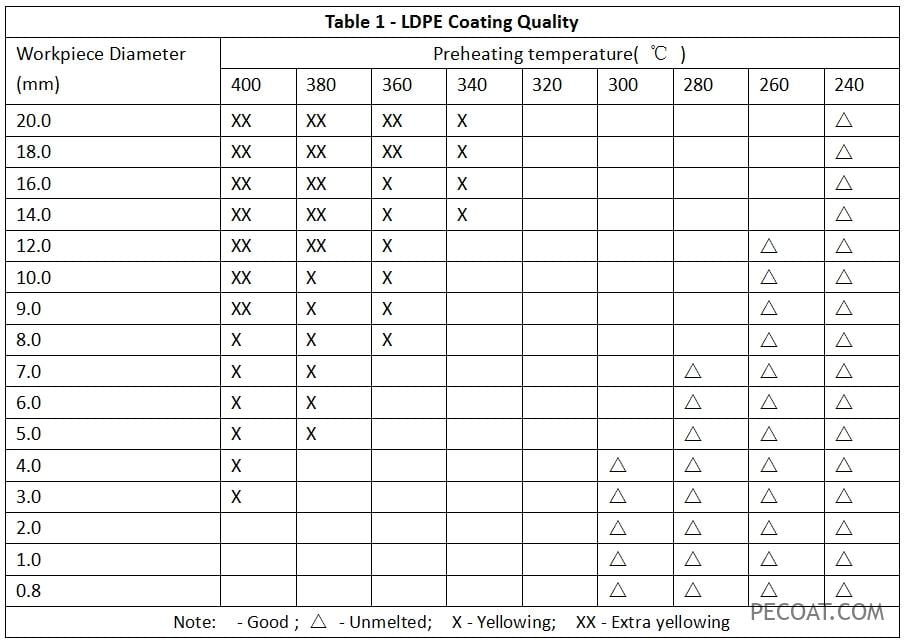
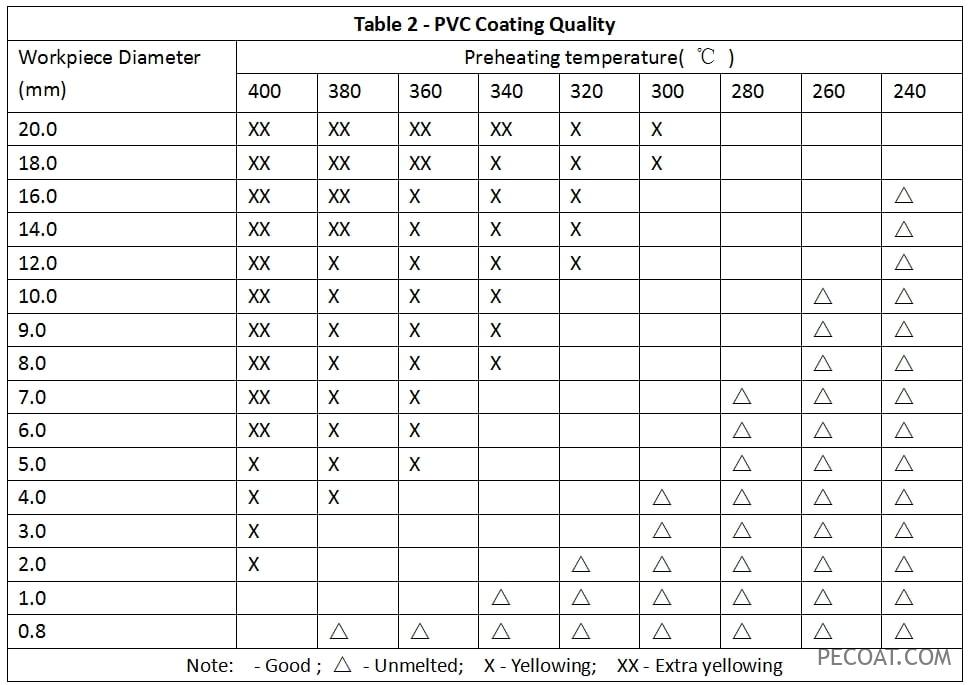
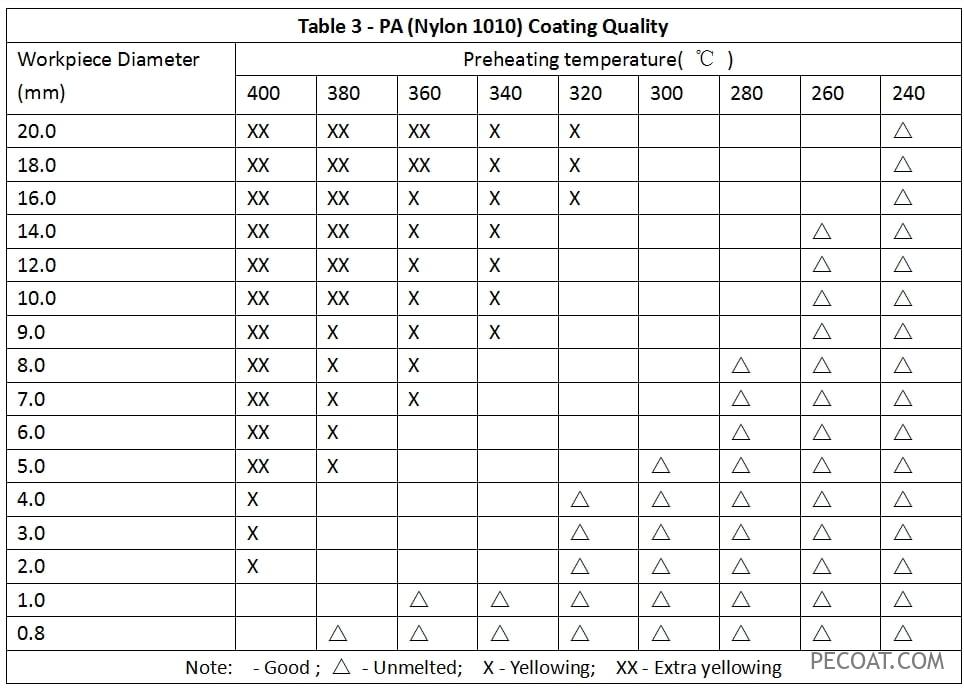
Korištene su različite temperature predgrijavanja za uranjanje gore navedenih uzoraka u različiti termoplastični prah; nakon procesa stvrdnjavanja i izravnavanja na niskim temperaturama, kvalitet premaza je ocijenjen i evidentiran u Tablici 1, Tabeli 2 i Tablici 3.
Analiza uticajnih faktora
Na osnovu eksperimentalnih rezultata iu vezi sa podacima prikazanim u Tabeli 1, Tabeli 2 i Tabeli 3, nacrtana je kriva koja predstavlja optimalnu vrednost temperature predgrijavanja za svaki uzorak, kao što je ilustrovano na slici.
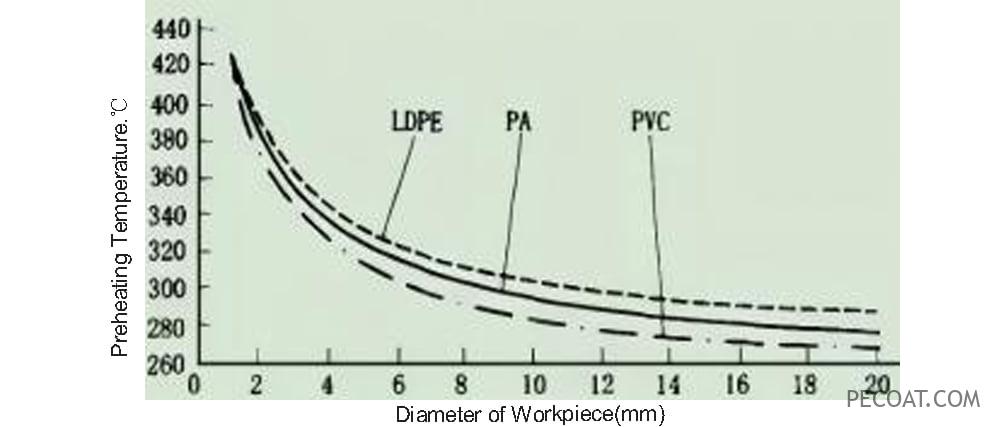
Utjecaj termoplastičnog praha
Kriva grijanja radnog komada varira za različite praškaste smole, kao što je prikazano na gornjoj slici. Zbog širokog raspona između tačke omekšavanja (80 – 90℃) i tačke topljenja (105 – 130℃) polietilena (PE), zajedno sa temperaturom pucanja od 300℃, potrebna je viša temperatura predgrijavanja za radni komad. Samo kada se zagreva na temperaturama većim od 360℃ tokom dužeg perioda dolazi do požutenja premaza.
polivinil hlorid(PVC) nema izraženu tačku topljenja, ali počinje da omekšava na 130℃ i može teći na 180℃. Počinje da se razgrađuje iznad 200℃, oslobađajući hlorovodonik, dim i emitujući miris iz nosa. Lagana povećanja temperature ili duže vrijeme izlaganja postupno rezultiraju žutilom i crnjenjem premaza. As PVCTemperatura topljenja je bliska temperaturi raspadanja, neophodna je stroža kontrola temperature predgrijavanja radnog predmeta.
Poliamidni (PA) premazi (obično najlon 1010, najlon 11, najlon12) imaju tačku topljenja u rasponu od 180 do 230 ℃ i temperaturu termičkog razlaganja preko 300 ℃; međutim, raspon između njihovih temperatura topljenja i raspadanja ostaje uzak. Potapanje od najlona često zahtijeva brzo hlađenje, a kontrola temperature predgrijavanja predstavlja izazov.
Utjecaj debljine obratka
U teoriji, temperatura predgrijavanja radnog komada trebala bi biti nešto viša od temperature topljenja praha kako bi se olakšalo stvrdnjavanje praha i taloženje na metalnoj površini. Međutim, eksperimentalni rezultati ukazuju na značajne varijacije u temperaturama predgrijavanja za obratke različitih promjera i debljina. Ovo se pripisuje većem toplotnom kapacitetu debljih obradaka, što otežava efikasno odvođenje toplote nakon zagrevanja i dovodi do minimalnih promena temperature tokom prenosa iz peći u rezervoar za prah. Posljedično, visoka temperatura predgrijavanja ne može se primijeniti na deblje radne komade; umjesto toga, moraju se grijati na nižim temperaturama duže vrijeme. Suprotno tome, manji radni komadi poseduju niži toplotni kapacitet i brzo rasipaju toplotu, što zahteva korišćenje „efekta toplotnog šoka“ kroz više temperature predgrijavanja za efikasno topljenje smole u prahu. Ultra-tanki radni komadi imaju minimalan toplinski kapacitet, a čak i pri povišenim temperaturama postaje teško postići potpunu adheziju premaza.
Za radne komade izrađene od materijala različitih promjera ili debljina, potrebno je sveobuhvatno razmotriti pri određivanju temperatura predgrijavanja – osiguravajući da najniža temperatura garantuje potpunu pokrivenost premaza na najtanjim područjima dok se izbjegava žutilo na debljim dijelovima odabirom odgovarajuće gornje granice.
Utjecaj materijala izratka
Većina gore navedenih testnih komada izrađena je od niskougljičnog čelika. Za različite vrste čelika, bilo da je u pitanju ugljični čelik ili legirani čelik, temperatura predgrijavanja ima minimalan utjecaj. Temperatura predgrijavanja bakra je slična onoj za čelik, ali nešto viša. Aluminij ima brzu provodljivost i disipaciju topline, tako da temperatura predgrijavanja treba biti viša.
Utjecaj oblika obratka
Eksperimenti su također provedeni na radnim komadima različitih oblika, otkrivajući da čvrsti dijelovi pokazuju sporije pohranjivanje i disipaciju topline, dok zatvoreni šuplji dijelovi kao što su cjevaste komponente također pokazuju smanjeno rasipanje topline. Nasuprot tome, mrežasti i vitki dijelovi doživljavaju najbrži gubitak topline. Brzina skladištenja i disipacije topline prvenstveno je određena omjerom volumena i površine radnog komada. Stoga je potrebno podesiti temperaturu predgrijavanja na osnovu odgovarajućeg koeficijenta koji odgovara obliku obratka. Potrebna su dalja istraživanja u ovoj oblasti.
zaključak
- Temperatura predgrijavanja radnog komada je najkritičniji faktor u određivanju kvaliteta premaza tokom potapanja u fluidizirani sloj.
- Temperatura predgrijavanja radnog komada prvenstveno je određena njegovim prečnikom ili debljinom, a može se odrediti pozivanjem na sliku 1 za smjernice.
- Različite smole u prahu imaju različite tačke topljenja i raspadanja, što treba u potpunosti uzeti u obzir pri određivanju procesa potapanja.
- Materijal i oblik obratka također utiču na potrebnu temperaturu predgrijavanja, koja se može kompenzirati korigirajućim faktorom.