Fluidized bed powder coating is a powder coating that is applied with fluidized bed system where the finely ground powder particles are suspended in air, and a preheated part is dipped into the powder tank. The melted particles fuse to the object, providing a consistent, even finish on metal parts. This method is best suited as a functional coating to provide abrasion, corrosion, and chemical resistance. Typical thickness for this method is 200-2000μm thickness, but heavier thickness can be achieved.
The part being powder coated with fluidized bed coating goes through the following steps.
1. Preheat
The metal part must be preheated in an oven to 220-400℃. This temperature is higher than the melting point of the fluid bed powder, and enable the powder quenches or cools the part right away.
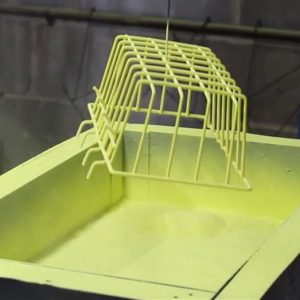
2. Dipping
The air blower beneath the powder tank blow up the powder particles into a fluid-like state. We dip the hot part into the fluidized bed of powder coating and move it around for a continuous coating. The workpiece’s final thickness depends on the parts’ heat before it’s dipped in the tank and how long it stays in the fluid bed of powder coating.
4.Post-heat to cure
The final stage of fluid bed powder coating is the final fusing process. After excess powder drips off the product, it moves to an oven at a lower temperature to cure. The post-heat must be at a lower temperature than that of the preheated oven. The purpose of this step is to make sure that all the powder has adhered to the part during the dipping and melts into a smooth, uniform coating.
5.Cooling
Now move the coated workpiece out of the oven and cool it with air fan or natural air.
Fluidized bed powder coating consists of immersing a hot workpiece into a powder tank, allowing the powder to melt on the part and build a film, and subsequently providing enough time and heat for this film to flow into a continuous coating. The workpiece should be immersed in the fluidized bed as quickly as possible after removing it from the preheat oven to keep heat loss at a minimum. A time cycle should be established to keep this time interval constant. While in the powder, the workpiece should be kept in motion to keep powder moving over the hot part. The motion for a particular part depends on its configuration.
Improper or inadequate motion can be the cause of several problems: pinholes, especially on the underside of flat horizontal surfaces and at wire intersections:“orange peel” appearance; and inadequate coverage of corners or crevices. Improper motion also can lead to nonuniform coating thickness, such as an oval coating on round wires. Normal immersion time in a fluidized powder is three to 20 seconds.
Excess powder must be removed immediately after coating to prevent excessive buildup. This can be done with a blast of air from a regulated air jet, tapping or vibrating the part, or tilting it to dump off the excess. If the excess powder is not contaminated with other powder or dirt, it can be reused. If the part has sufficient residual heat, the coating may flow out to acceptable levels without post heating. On thinner parts, or heat sensitive parts, a post heat may be required.