
Polyamide Nylon Powder Coating





The coating of automotive transmission spline shaft requires special characteristics such as stable size, wear resistance and the same service life as the vehicle. Currently, almost all small cars and some heavy-duty trucks use PA11 powder coating, which can effectively reduce transmission friction noise, reduce energy consumption, and is extremely wear-resistant. The nylon coating is almost intact when the car is scrapped.
The process for coating the spline shaft involves shot blasting or phosphating, pre-coating with nylon-specific primer (optional), and then heating to a temperature of about 280°C. The spline shaft is then dipped in the fluidized bed for about 3 times, cooled and water-cooled to form the coating. The excess part is then cut off using a punch press.
PECOAT® automotive transmission shaft nylon powder coating has excellent physical and chemical properties, regular powder shape, good fluidity, and the formed nylon coating has excellent adhesion to metal, good toughness, excellent impact resistance, and wear and scratch resistance. At the same time, the coating has self-lubricating performance, which can well meet the high-end requirements of metal parts coating in the automotive field.

PECOAT® Special Nylon Powder Coating for Dishwasher Baskets is made from high-performance nylon through special physical processes. The powder is spherical and regular in shape. The formed nylon coating has excellent physical and chemical properties, such as wear resistance, resistance to high and low temperature cycles, dirt resistance, and excellent processing performance. The dry powder has good fluidity, strong filling ability at welding seams, and is not easily prone to cavities or corrosion under the coating.
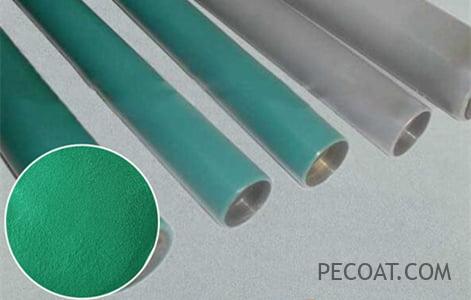
Nylon coatings have high hardness, excellent wear resistance, good chemical and solvent resistance, good weather resistance, strong adhesion, and excellent comprehensive properties. Printing rollers and ink transfer rollers require coatings with high adhesion, wear resistance, and ease of secondary precision processing. Nylon 11 has more outstanding advantages compared to nylon 1010, with low brittleness, no cracking in the coating during winter, higher adhesion, no curling, and low rework rate. The strong self-lubricating property of nylon coatings reduces resistance and noise and increases wear resistance. The coating also has strong adhesion to metals and is suitable for subsequent lathe and grinding processing. The integration of these advantages makes it very advantageous for printing rollers.
As the diameter of the roller is relatively large and has a high heat capacity, it cools down slowly. The common method of applying nylon powder is through fluidized bed immersion. The roller is heated to around 250°C and then dipped into the nylon powder for a few seconds, then take it out for automatic leveling, and finally cooled with water before being processed further.
Read more>>Anti-loose Screw Nylon Powder Coating

One of the principles of preventing loosening of screws is to use the unique mechanical properties, processing properties, solvent resistance, high adhesion, and temperature resistance of nylon 11 resin. The screw is heated to a high temperature using high-frequency heating, and then nylon 11 powder is sprayed onto the heated screw threads and cooled to form a coating. This type of screw can only be loosened with a sufficient shear force that exceeds the yield limit of the nylon 11 resin, and typical vibrations are not enough to loosen the screw, thereby effectively preventing loosening. As a plastic material, it has special resilience and can be used repeatedly. The normal temperature range for use is from -40°C to 120°C.


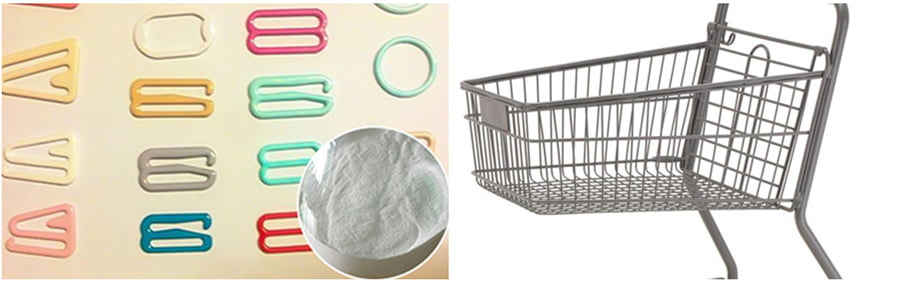
The coating for underwear clasps originally used liquid epoxy paint, which was sprayed twice on both sides of the clasp to prevent rust and for aesthetics. However, this coating is not wear-resistant and cannot withstand cold and hot water soaking. Often, the coating falls off after several washes. With the introduction of nylon powder as a special coating, it gradually replaced the traditional epoxy spray process.
Nylon-coated iron clasps are hygienic and environmentally friendly, and are difficult to breed bacteria. They are comfortable to touch the skin and can withstand repeated washing, rubbing, and cold and hot water cycles, as well as the temperature of a dryer. They can be processed and dyed in any color needed by the colorful underwear with a white coating.
This series of products only has two options: white and black. During processing, small parts are heated to a high temperature in a tunnel furnace and then enter a closed fluidized vibration plate for powder coating. Due to the small size of the parts, the heat capacity is not sufficient to melt and level the surface powder. The surface powder needs to be melted and leveled by secondary heating, and then dyed according to the color of the underwear. The characteristic of this process is that it achieves a hanging point-free effect that other construction processes cannot achieve through the vibration of the vibration plate, and the coating is complete and beautiful. The corresponding nylon powder for this process has a particle size of 30 microns to 70 microns for 78-1008. It is easy to level but not easy to stick, with high whiteness and gloss, and can be easily dyed using water-soluble acidic or dispersing dyes, with even dyeing and no blooming.

Supermarket Trolley Nylon 12 Powder, Crash-resistant ,Wear-resistant,High toughness
Special nylon powder is used for the coating of supermarket shopping carts. The coating is flexible and shock-resistant, and improves the shopping environment by reducing noise. Shopping carts in supermarkets are frequently used parts that come into direct contact with human skin. Therefore, it is required that the coating is dirt-resistant and does not have metal coating peeling or cracking. Nylon powder coating on metal surfaces has good adhesion to metal and can extend the service life of shopping carts. This product is widely used in Europe, America, and Japan.
Nylon 11 powder coating for butterfly valve plate with abrasion-resistant ,solvent resistant
 Nylon valve technology is generally achieved by coating cast iron plates with nylon powder. The edges are more wear-resistant than metal, and have plastic resilience that ensures sealing. The service life is more reliable than stainless steel, and the corrosion resistance against weak acids and bases is better than stainless steel. The comprehensive cost is much lower than pure stainless steel, so this technology has developed rapidly in the past decade, especially in seawater valves where the advantages are more pronounced.
Nylon valve technology is generally achieved by coating cast iron plates with nylon powder. The edges are more wear-resistant than metal, and have plastic resilience that ensures sealing. The service life is more reliable than stainless steel, and the corrosion resistance against weak acids and bases is better than stainless steel. The comprehensive cost is much lower than pure stainless steel, so this technology has developed rapidly in the past decade, especially in seawater valves where the advantages are more pronounced.
For valves with a diameter of over 400mm, thermal spraying is commonly used to achieve this technology. Depending on the size of the valve plate, the valve plate is heated to about 250°C to remove the air in the cast iron pores, and then sprayed with a static electric spray gun to level the powder coating. The plate is then cooled in water. For valve plates with a diameter of less than 400mm, which are lighter in weight and more mobile, the fluidized bed dipping method is commonly used. The valve plate is heated to a range of approximately 240-300°C and then immersed in the fluidized powder for 3-8 seconds. The plate is then taken out, leveled, and cooled in water.
Since the valve plates are relatively thick and have a larger heat capacity, they are not easy to cool down. Therefore, when applying the nylon coating, the temperature should not be too high, as it may cause the coating to turn yellow and become brittle. If the temperature is too low, the leveling may not be ideal. Therefore, the appropriate heating temperature conditions need to be determined based on the specific size of the valve plate and the ambient temperature.
 Nylon coating has high hardness, excellent wear resistance, good chemical and solvent resistance, good weather resistance, strong adhesion, and excellent comprehensive performance, including good resistance to seawater and salt spray.
Nylon coating has high hardness, excellent wear resistance, good chemical and solvent resistance, good weather resistance, strong adhesion, and excellent comprehensive performance, including good resistance to seawater and salt spray.
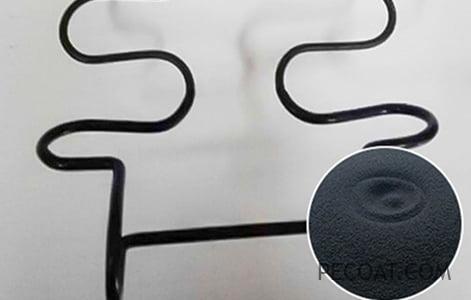
Traditional techniques for automotive seat snake springs used heat-shrink tubing, which was durable, cushioned, and soundproofed. However, this method had low production efficiency and high costs. In recent years, manufacturers have gradually transitioned to using high-performance nylon powder coating for continuous production, which has better performance, higher production efficiency, and lower costs.
The production process for nylon coating generally uses dipping or fluidized bed coating technology to apply a thin layer of nylon material, which achieves noise reduction without peeling.
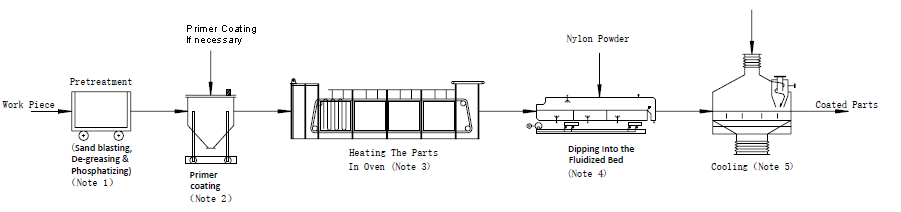
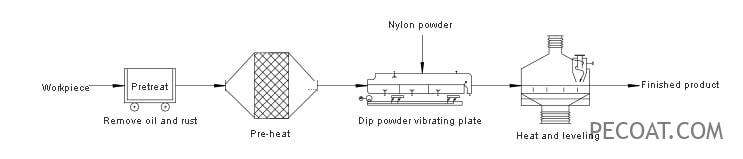
Notes:
- Pre-treatment involves sand blasting, degreasing and phosphating.
- Our special primer is required when it is necessary.
- Heating the parts in oven with temperature 250-330℃, the temperature can be adjusted according to the size of parts and thickness of coating.
- Dip into the fluidized bed for 5-10 seconds.
- Air cool slowly. If glossy coatings are required, the coated workpiece can be quenched in water after the powder has completely melted.
 Suitable for undergarment accessaries, magnetic core and various small parts.
Suitable for undergarment accessaries, magnetic core and various small parts. 
20-25Kg/Bag
PECOAT® thermoplastic powder is firstly packaged in a plastic bag to prevent the product from being contaminated and damp, as well as to avoid powder leakage. Then, packed with a woven bag to maintain their integrity and prevent the inner plastic bag from being damaged by sharp objects. Finally palletize all bags and wraped with thick protective film to fasten the cargo.





PA Nylon Powder Coating for Spline Shafts Extend Service Life

Nylon 11 Powder Coating

Nylon Coating On Metal

Nylon Powder Coating for Dishwasher Basket
Nylon Powder Electrostatic Spray Coating Process

Screw Locking Nylon Powder Coating, Nylon 11 Powder for Anti-loose Screw

Nylon Powder Coating for Undergarment Accessories and Underwear Bra buckle
