
Automatic Fluidized Bed Dip Powder Coat Line for Refrigerator Grids Shelves
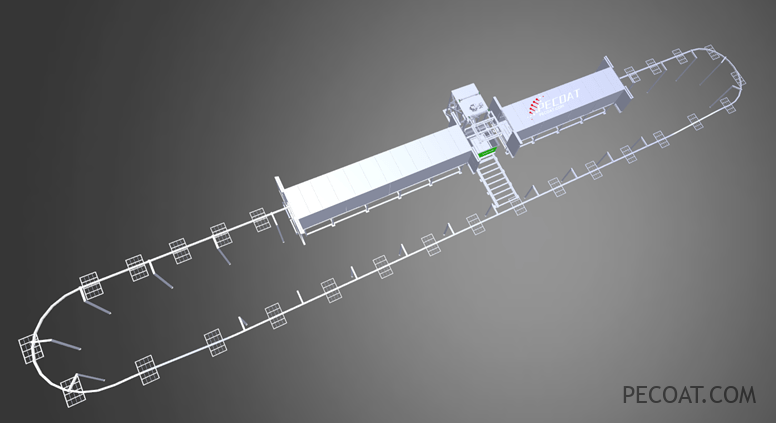
This full automatic fluidized bed dip coating line is specially designed for refrigerator grids, grills, shelves and baskets, with precise adaptation and efficient production as the core. Aiming at the workpiece sizes of maximum 1005×577×40mm and regular 300×500×10mm, the equipment parameters are carefully matched: the 1600mm×600mm hanging tray ensures loading stability, and the 13m×1m×1.2m preheating oven and 10m×1m×1.2m post-heating oven (both reaching 400℃) meet the heating needs of workpieces of different specifications. The production capacity design is flexible and efficient, with a maximum of 200 pieces per hour for large workpieces and 500 pieces per hour for regular workpieces. The average output of 320 pieces per hour can match the rhythm of mass production.
Design Basis
| Maximum workpiece size | 1005×577×40mm |
| Normal workpiece size | 300×500×10 mm |
| Heating source | Electricity |
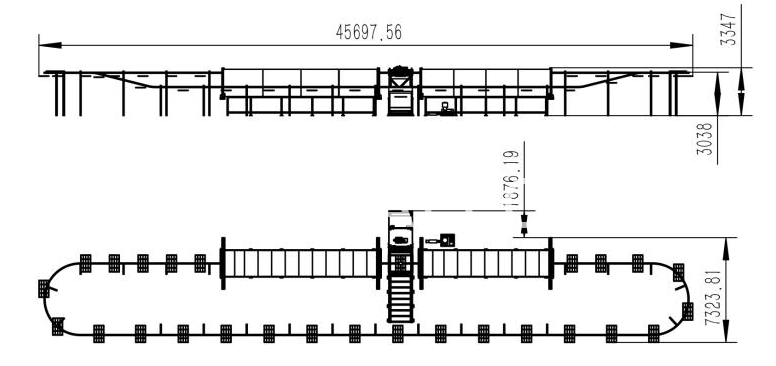
| Equipment footprint area | 25meter×9meter, high 3.5meter |
| Equipment Type | Automatic type |
| Production Output |
|
Work-pieces To Be Coated

Specifications
| Maximum work-piece size | 1500×600×10mm |
| Normal work-piece size | 300x500x10mm |
| Output capacity | 320 pcs/hour |
| Hanging tray size | 1600mm×600mm |
| Size of preheat oven | 13m*1m*1.2m |
| Size of post-heat oven | 10m*1m*1.2m |
| Maximum temperature of preheat oven | 400℃ |
| Maximum temperature of post-heat oven | 400℃ |
| Voltage: | 380V 50HZ |
| Pressure of compressed air | 0.6Mpa |
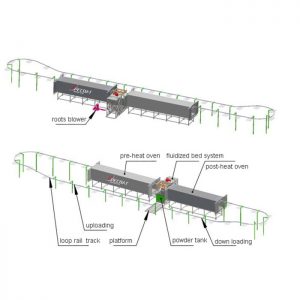
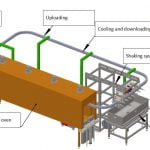
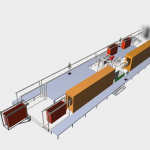
Design & Drawings
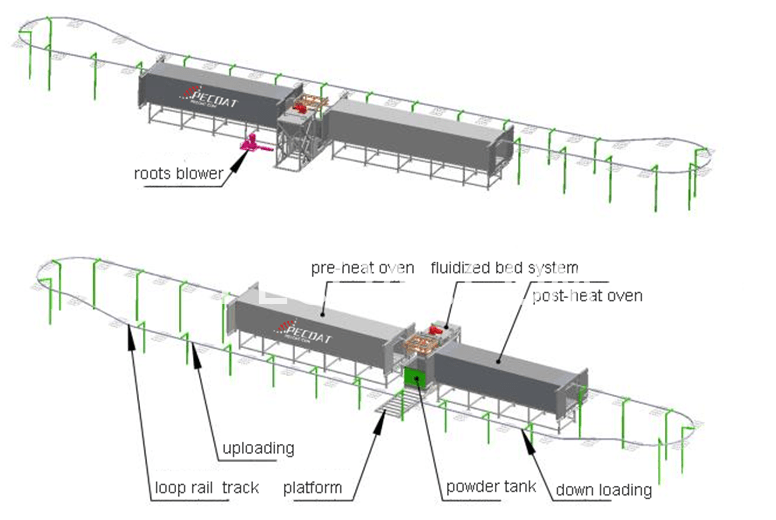
Operation Procedure
- Check and make sure all parts are ready for running: the temperature in both oven has raised to specified value; the powder tank is filled with powder, and in boiling state.
- At uploading area, workers start to hang the work-piece on the hanging tray.
- Turn on the line, the loop rail track send the work-piece to pre-heat oven.
- Workers continue upload work-piece
- After preheating, work-piece enter into fluidized bed system to dip powder
- After dipping powder, the fluidized bed go down, meanwhile it shake off the extra powder
- The loop rail track continue going
- The work-piece enter into post-heat oven for curing and leveling.
- Workers download the work-piece after it goes out of post-heat oven
- Next loop start
Related Posts:
 Automatic Fluidized Bed Dip Powder Coating Line for Fence Posts, Welded Wire Mesh,Gate, Y Arms
Automatic Fluidized Bed Dip Powder Coating Line for Fence Posts, Welded Wire Mesh,Gate, Y Arms
 Semi-automatic Dip Powder Coating Line for metal wire rack shelf basket
Semi-automatic Dip Powder Coating Line for metal wire rack shelf basket
 Automatic dip plastic powder coating line for construction steel bar
Automatic dip plastic powder coating line for construction steel bar
 Semi-automatic Fluidized Bed Dip Coating Equipment for Welded metal frame
Semi-automatic Fluidized Bed Dip Coating Equipment for Welded metal frame
Comments are Closed