流動層浸漬プロセスにおける予熱温度制御

背景紹介
In 流動床 浸漬プロセスでは、ワークピースの熱容量を利用して溶融します。 熱可塑性粉末 そして、所望のコーティング厚さと品質を実現します。そのため、ワークピースの適切な予熱温度を決定することが非常に重要です。予熱温度は、熱可塑性粉末の融点よりわずかに高くする必要があります。温度が高すぎると、コーティングが厚くなりすぎたり、ポリマー樹脂に亀裂が生じたりして、気泡、黄変、または燃焼などの流動不良が発生する可能性があります。逆に、温度が低すぎると、溶融が不十分になり、表面に穴が開いたり、コーティングが不完全になったりして、ディッピングの目的を達成できない薄いコーティングになってしまいます。
一般に、ワークピースの予熱温度は、その材質、サイズ、形状、熱可塑性粉末の性能、必要なコーティングの厚さ、加熱時間、浸漬時間などの要因によって影響されます。 しかし、実際の作業では、ワークの厚さ、サイズ、形状が大きく異なるため、予熱温度を定量的に決定することが困難になります。
ワークの適切な予熱温度を探るため、 流動層粉末 浸漬工程には、自社設計・製作した自動流動層浸漬装置を活用しております。 これを、さまざまな熱可塑性粉末を使用した交通分離フェンス、庭園や自治体の建物のガードレール保護ネット、冷蔵庫の棚、ショッピングの棚、飼育ケージのネット、スプリング、鋼管などのさまざまな製品を製造した当社の経験と組み合わせることで、実験は理論的基礎を提供し、浸漬プロセスを最適化するための方法論。
実験方法
1.サンプルの準備
サンプルは主に棒状の鋼で構成されており、直径 0.8、1.0、2.0、3.0、4.0、5.0、6.0、7.0、8.0、9.0、10.0、12.0、14.0、16.0、18.0 の銅やアルミニウムで作られたものも含まれています。 、20.0
2.熱可塑性粉末
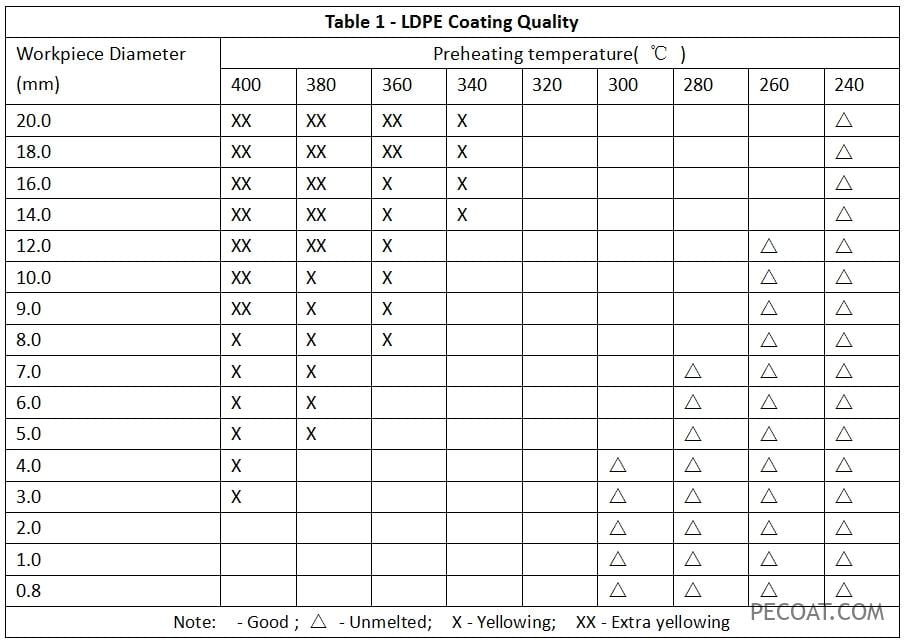
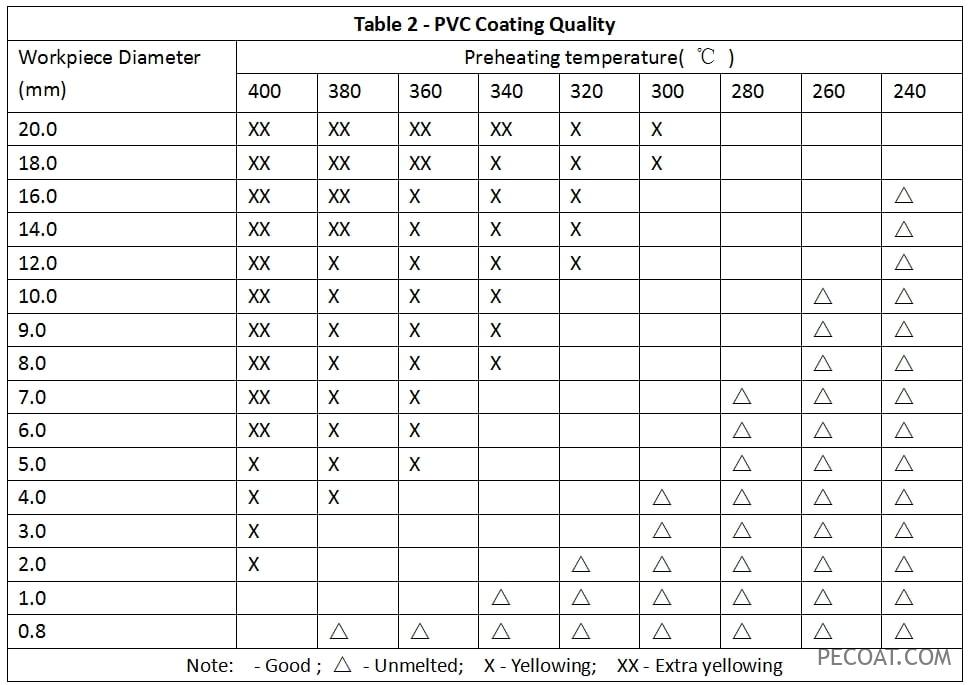
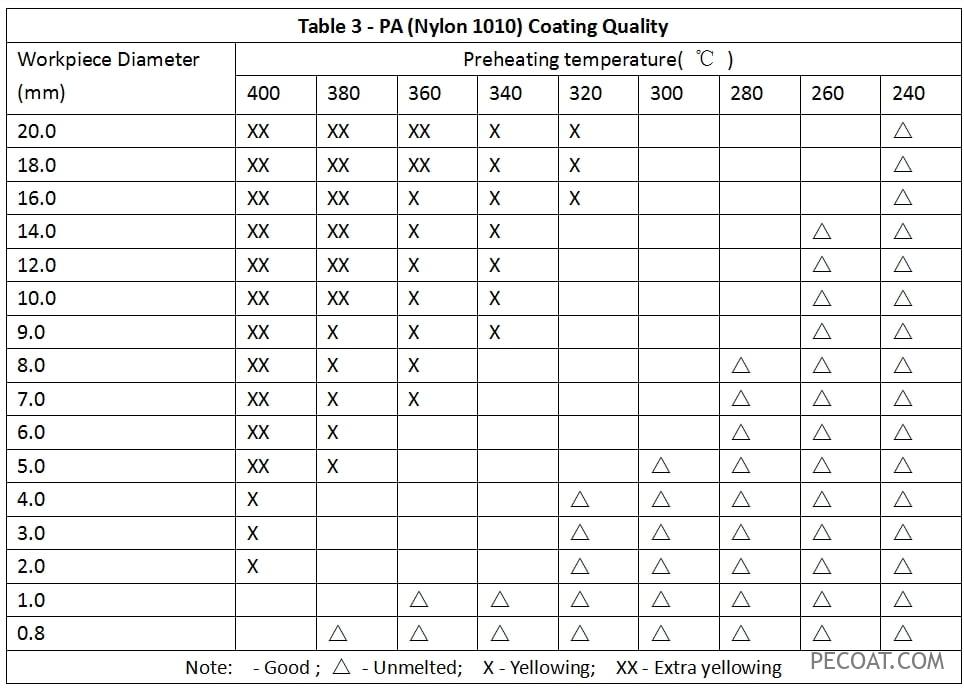
実験では主にLDPE熱可塑性粉末が使用されましたが、 PVC、PA、その他の粉末も試験に供されました。
3.プロセス
前処理→予熱→粉体浸漬→後熱(硬化)→冷却
4.塗装品質
前述のサンプルをさまざまな熱可塑性粉末に浸漬するために、異なる予熱温度が採用され、低温硬化およびレベリングプロセスの後、コーティング品質が評価され、表 1、表 2、および表 3 に記録されました。
影響要因の分析
実験結果に基づいて、表 1、表 2、および表 3 に示されたデータと組み合わせて、図に示すように、各サンプルの最適な予熱温度値を表す曲線がプロットされました。
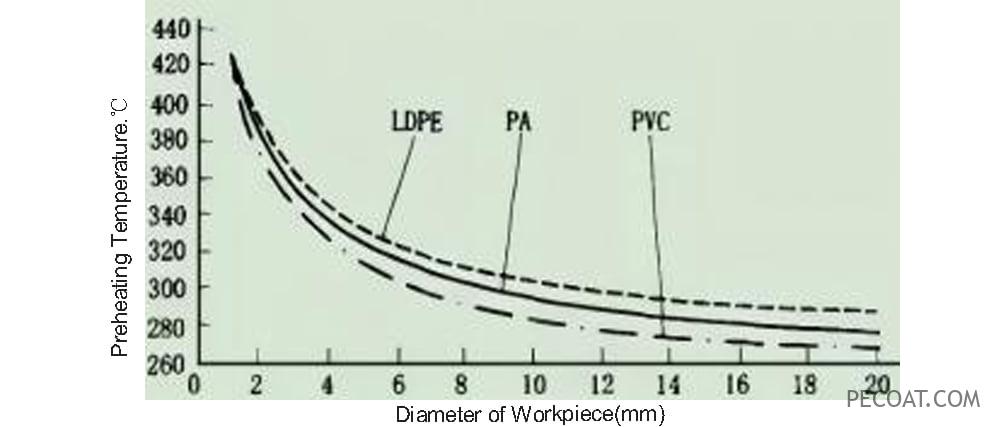
熱可塑性粉末の影響
上の図に示すように、ワークピースの加熱曲線は粉末樹脂によって異なります。 ポリエチレンは軟化点(80~90℃)と融点(105~130℃)の範囲が広いため (PE)、300℃のクラッキング温度に加えて、ワークピースにはより高い予熱温度が必要です。 360℃を超える温度で長時間加熱した場合のみ、塗膜に黄変が発生します。
ポリ塩化ビニル(PVC)明確な融点はありませんが、130℃で軟化し始め、180℃で流動することができます。 200℃を超えると分解が始まり、塩化水素と煙が発生し、鼻臭が発生します。 温度がわずかに上昇したり、曝露時間が長くなったりすると、コーティングが徐々に黄変したり黒くなったりします。 として PVCの溶融温度は分解温度に近いため、ワークピースの予熱温度をより厳密に制御する必要があります。
ポリアミド (PA) コーティング (通常、ナイロン 1010、ナイロン 11、ナイロン 12) の融点は 180 ~ 230℃、熱分解温度は 300℃ を超えます。 ただし、その融解温度と分解温度の間の範囲は狭いままです。 ナイロンの浸漬では、多くの場合、迅速な冷却が必要であり、予熱温度の制御が困難であることが判明しています。
ワーク厚さの影響
理論上、粉末の硬化と金属表面への堆積を促進するには、ワークピースの予熱温度を粉末の融点よりわずかに高くする必要があります。ただし、実験結果では、直径と厚さが異なるワークピースの予熱温度に大きなばらつきがあることがわかりました。これは、厚いワークピースの熱容量が大きいことに起因しており、加熱後の効率的な熱放散が妨げられ、オーブンから粉末タンクへの移動中に温度変化が最小限に抑えられます。したがって、厚いワークピースには高い予熱温度を適用できず、代わりにより低い温度でより長い時間加熱する必要があります。逆に、より小さなワークピースは熱容量が低く、熱が急速に放散するため、粉末樹脂を効果的に溶融させるには、予熱温度を高くして「熱衝撃効果」を利用する必要があります。極薄のワークピースは熱容量が最小限であるため、温度を高くしてもコーティングの完全な接着を実現するのは困難です。
さまざまな直径や厚さの材料で作られたワークピースの場合、予熱温度を決定する際には包括的な考慮が必要です。適切な上限を選択することで、最も薄い部分のコーティングが完全に被覆される最低温度を確保しながら、より厚い部分の黄ばみを避けることができます。
ワーク材質の影響
上記の試験ワークのほとんどは低炭素鋼でできています。 炭素鋼か合金鋼かにかかわらず、さまざまな種類の鋼の場合、予熱温度の影響は最小限に抑えられます。 銅の予熱温度は鋼の予熱温度と同様ですが、わずかに高くなります。 アルミニウムは熱伝導と放散が速いため、予熱温度を高くする必要があります。
ワーク形状の影響
さまざまな形状のワークピースについても実験が行われ、中実部品は蓄熱速度と放熱速度が遅い一方、管状部品などの閉じた中空部品も熱放散が低下することが明らかになりました。 逆に、メッシュ部品や細い部品は熱損失が最も早くなります。 熱の貯蔵と放散の速度は、主にワークピースの体積対表面積の比率によって決まります。 したがって、ワーク形状に応じた適切な係数に基づいて予熱温度を調整する必要があります。 この分野ではさらなる研究が必要です。
結論
- ワークピースの予熱温度は、流動層浸漬中のコーティングの品質を決定する最も重要な要素です。
- ワークピースの予熱温度は主にワークピースの直径または厚さによって決まり、図 1 を参考にして決定できます。
- 粉末樹脂の種類によって融点と分解点が異なるため、浸漬プロセスを決定する際には十分に考慮する必要があります。
- ワークの材質と形状も必要な予熱温度に影響しますが、補正係数を使用して補正できます。