Preheating Temperature Control In Fluidized Bed Dipping Process

Background Introduction
In fluidized bed dipping process, the workpiece’s heat capacity is utilized to melt the thermoplastic powder and achieve the desired coating thickness and quality. Therefore, determining the appropriate preheating temperature of the workpiece is crucial. The preheating temperature should be slightly higher than the melting temperature of thermoplastic powder. If it is too high, flow defects may occur due to excessively thick coatings or polymer resin cracking, resulting in bubbles, yellowing or burning. Conversely, if it is too low, insufficient melting will lead to thin coatings with surface pocking or incompleteness that fail to meet dipping objectives.
Generally speaking, the preheating temperature of the workpiece is influenced by factors such as its material, size, shape, thermoplastic powder performance, required coating thickness, heating time, and dipping duration. However, in practical operations, workpieces vary significantly in terms of thickness, size and shape, making it challenging to determine the preheating temperature quantitatively.
In order to explore the appropriate preheating temperature for workpieces during fluidized bed powder dipping process, we utilize our self-designed and manufactured automatic fluidized bed dipping system. By combining this with our experience in producing various products like traffic isolation fences, garden and municipal building guardrail protection nets, refrigerator shelves, shopping shelves,breeding cage nets,springs,and steel pipes using different thermoplastic powder ,the experiments provide a theoretical basis and methodology for optimizing the dipping process.
Experimental Methods
1.Sample Preparation
The samples primarily consist of rod-shaped steel, with some also made of copper and aluminum, having diameters 0.8, 1.0, 2.0, 3.0, 4.0, 5.0, 6.0, 7.0, 8.0, 9.0, 10.0, 12.0, 14.0, 16.0, 18.0, 20.0
2.Thermoplastic Powder
LDPE thermoplastic powder were predominantly utilized in the experiment, while PVC, PA, and other powder were also subjected to testing.
3.Process
Pre-treatment → preheat → dipping in powder → post-heat ( curing) → cooling
4.Coating Quality
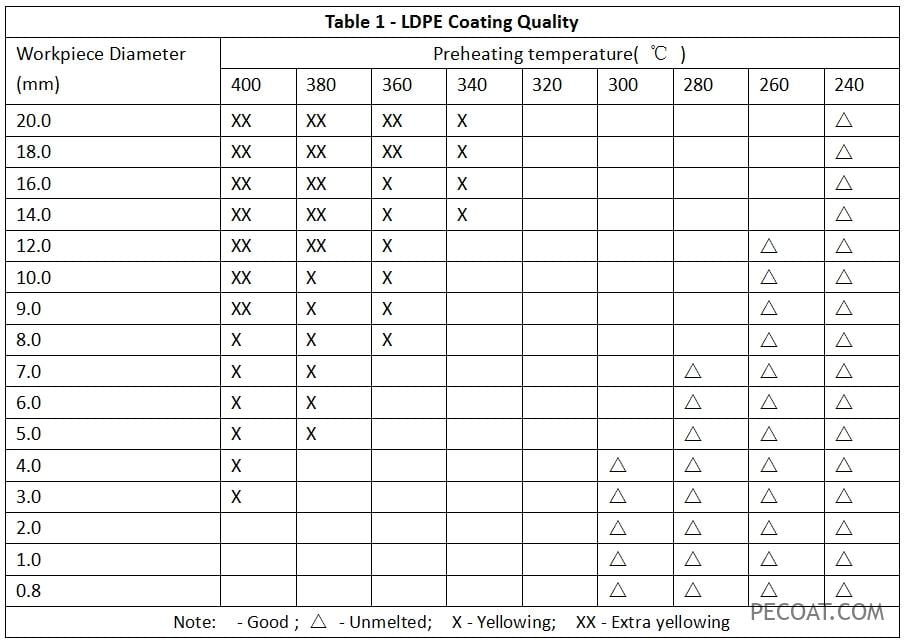
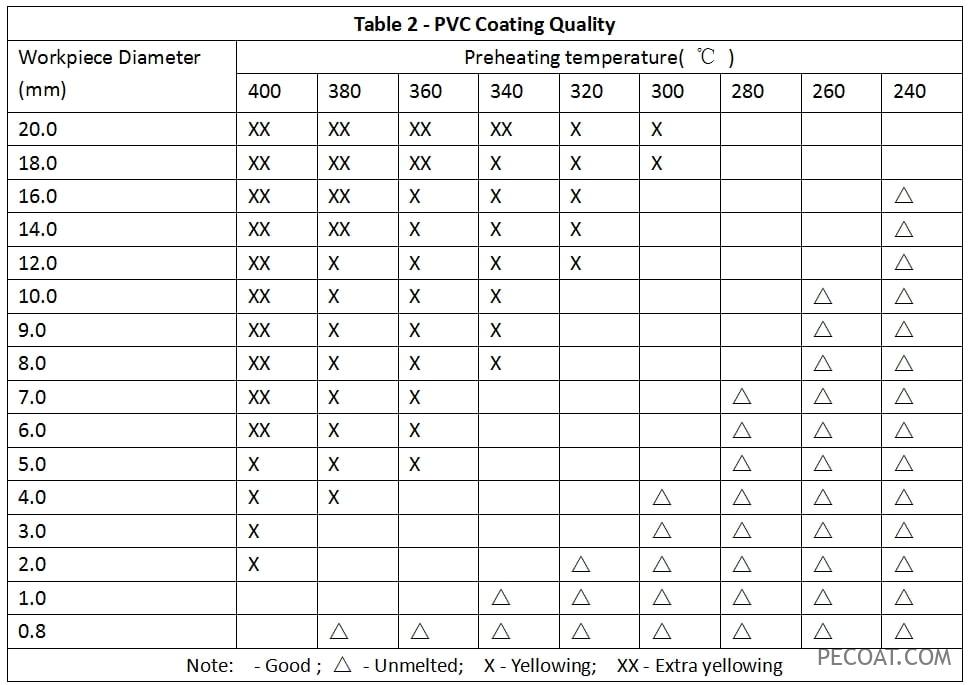
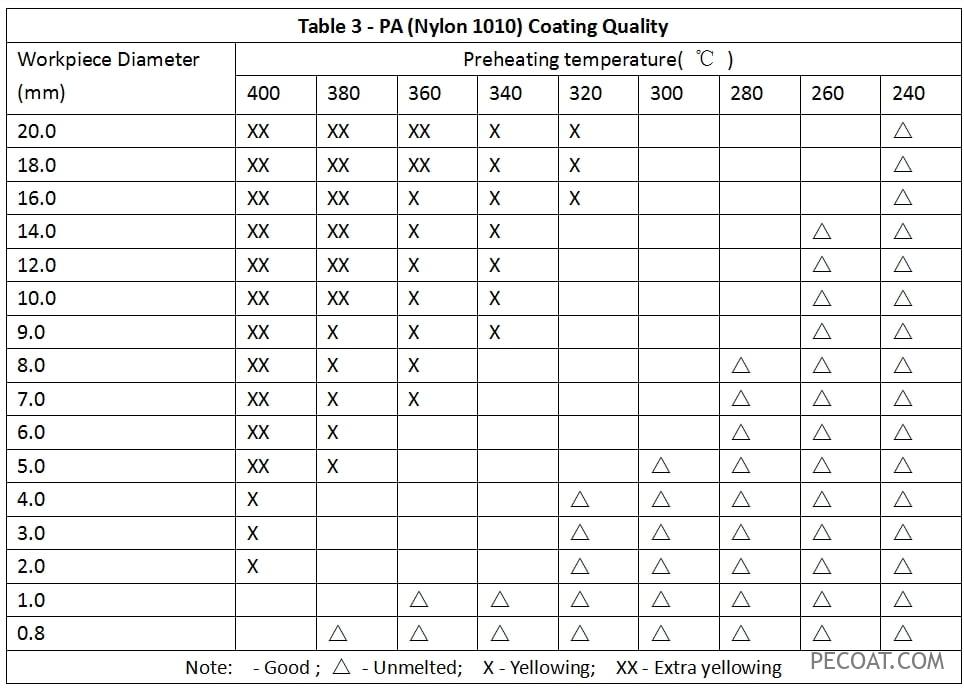
Different preheating temperatures were employed for immersing the aforementioned samples in various thermoplastic powder; after low-temperature curing and leveling processes, the coating quality was evaluated and recorded in Table 1, Table 2, and Table 3.
Analysis of Influencing Factors
Based on the experimental results and in conjunction with the data presented in Table 1, Table 2, and Table 3, a curve was plotted to represent the optimal preheating temperature value for each sample, as illustrated in the figure.
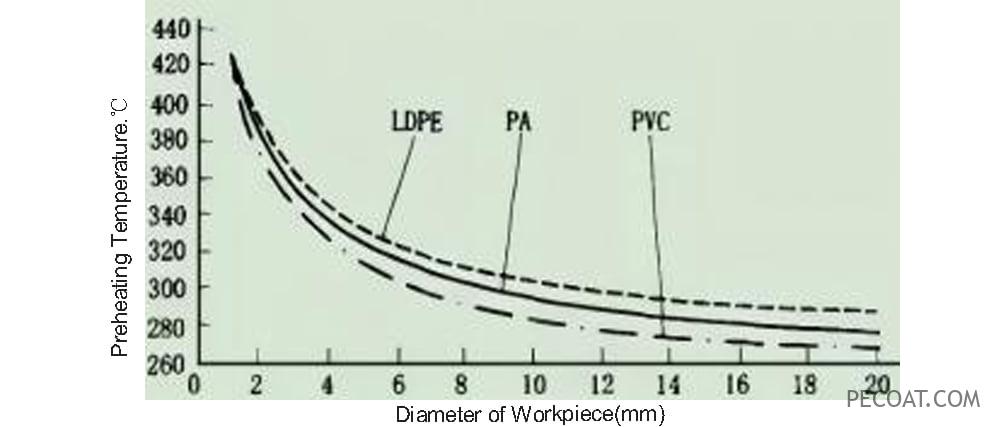
Impacts of Thermoplastic Powder
The heating curve of the workpiece varies for different powder resins, as depicted in the above figure. Due to the wide range between the softening point (80 – 90℃) and melting point (105 – 130℃) of polyethylene (PE), along with a cracking temperature of 300℃, a higher preheating temperature is required for the workpiece. Only when heated at temperatures exceeding 360℃ for an extended period does yellowing occur on the coating.
Polyvinyl chloride(PVC) lacks a distinct melting point but starts softening at 130℃ and can flow at 180℃. It begins decomposing above 200℃, releasing hydrogen chloride, smoke, and emitting a nasal odor. Slight increases in temperature or longer exposure times gradually result in yellowing and blackening of the coating. As PVC’s melting temperature is close to its decomposition temperature, stricter control over the workpiece’s preheating temperature is necessary.
Polyamide (PA) coatings (typically nylon 1010, nylon 11, nylon12) have a melting point ranging from 180 to 230℃and thermal decomposition temperatures exceeding 300℃; however,the range between their melting and decomposition temperatures remains narrow. Nylon dipping often requires prompt cooling, and controlling the preheating temperature proves challenging.
Influence From Workpiece Thickness
In theory, the preheating temperature of the workpiece should be slightly higher than the powder’s melting temperature to facilitate the powder curing and deposition on the metal surface. However, experimental results indicate significant variations in preheating temperatures for workpieces with different diameters and thicknesses. This is attributed to the larger heat capacity of thicker workpieces, which hinders efficient heat dissipation after heating and leads to minimal temperature changes during transfer from oven to powder tank. Consequently, a high preheating temperature cannot be applied to thicker workpieces; instead, they must be heated at lower temperatures for longer durations. Conversely, smaller workpieces possess lower heat capacities and dissipate heat rapidly, necessitating the utilization of “thermal shock effect” through higher preheating temperatures for effective powder resin melting. Ultra-thin workpieces have minimal heat capacity and even with elevated temperatures it becomes challenging to achieve complete coating adhesion.
For the workpieces made from materials with varying diameters or thicknesses, comprehensive consideration should be given when determining preheating temperatures – ensuring that the lowest temperature guarantees complete coating coverage at thinnest areas while avoiding yellowing on thicker sections by selecting an appropriate upper limit.
Influence Of The Workpiece Material
Most of the test workpieces mentioned above are made of low carbon steel. For different types of steel, whether it is carbon steel or alloy steel, the preheating temperature has minimal impact. The preheating temperature for copper is similar to that of steel but slightly higher. Aluminum has fast heat conduction and dissipation, so the preheating temperature should be higher.
Influence Of The Workpiece Shape
Experiments were also conducted on workpieces with varying shapes, revealing that solid parts exhibit slower heat storage and dissipation rates, while closed hollow parts such as tubular components also demonstrate reduced heat dissipation. Conversely, mesh and slender parts experience the fastest heat loss. The rate of heat storage and dissipation is primarily determined by the volume-to-surface area ratio of the workpiece. Therefore, it is necessary to adjust the preheating temperature based on an appropriate coefficient corresponding to the workpiece shape. Further research is required in this area.
Conclusion
- The preheating temperature of the workpiece is the most critical factor in determining the coating quality during fluidized bed dipping.
- The preheating temperature of the workpiece is primarily determined by its diameter or thickness, and can be determined by referring to Figure 1 for guidance.
- Different powder resins have varying melting points and decomposition points, which should be fully considered when determining the dipping process.
- The material and shape of the workpiece also influence the required preheating temperature, which can be compensated using a correction factor.